

順成鋼管有限公司以合理的價格、熱情的服務態度、精湛熟練的售后保障對您提供優質服務。我們本著交貨迅速、實行三包、跟蹤服務等經營原則竭誠為廣大用戶服務。我公司把顧客放在優先位置,建立起了 上海不銹鋼管產品售前、售中、售后服務規范,、全過程滿足顧客要求,使我們的 上海不銹鋼管產品和服務深得顧客的信賴,與顧客建立起了長期合作和互利關系。


加熱至穩定奧氏體區域保持適當時間后在再結晶溫度以上進行形變并淬火的復臺處理工藝。穿孔機值得注意的是45鋼形變奧氏體晶界和高溫淬火奧氏體品界的化學成分存在明顯差別在高溫淬火的原始奧氏體晶界上有S、Si元素的富集形變淬火后其雜質元素比較均勻地分布在奧氏體中。故可認為晶界的凈化是高溫形變熱能獲得強韌化重要原因之一
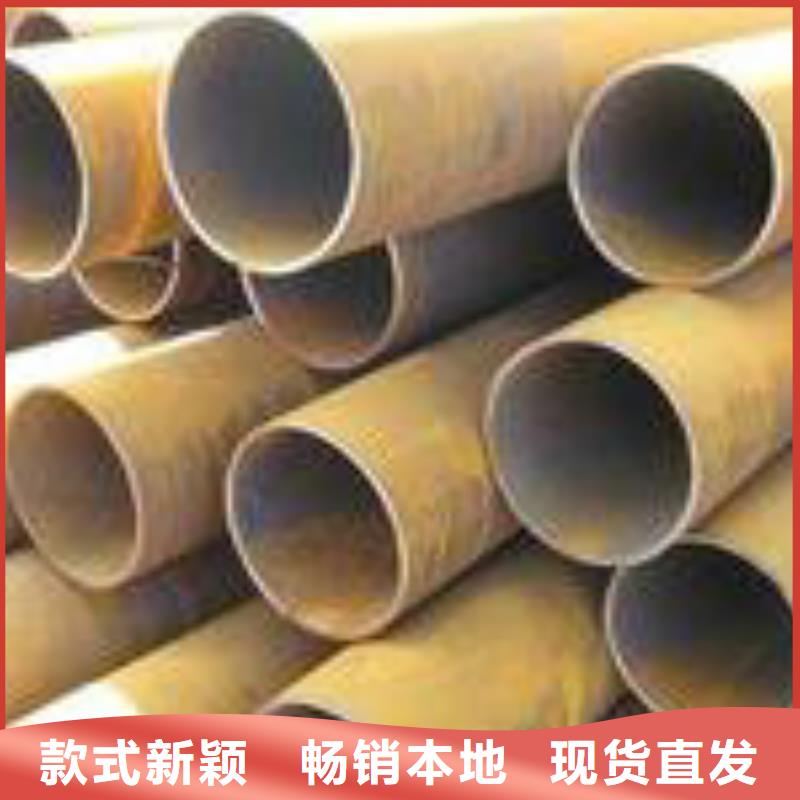
熱軋無縫鋼管用的坯料有圓形,方形或多邊形的錠,軋坯或連鑄管坯,管坯質量對管材質量有直接的影響.熱軋無縫鋼管有三個基本工序:
①在穿孔機上將錠或坯穿成空心厚壁毛管;
②在延伸機上將毛管軋薄,延伸成為接近成品壁厚的荒管;
③在精軋機上軋制成所要求的成品管.軋管機組系列以生產鋼管的外徑來表示.
擠壓無縫鋼管生產與其他熱軋法相比具有以下優點:
加工工序少,在產量相同的情況下可節省投資。
由于擠壓金屬處于三向壓應力狀態,因此可以生產很難或不可軋制、鍛造的材料,如鎳基合金。
由于擠壓時金屬變形量大(擠壓比大),同時在很短時間內完成完全變形,使產品的組織均勻,性能好。
內外表面缺陷少,幾何尺寸精度較高。
組織生產靈活,適合小批量、多品種生產。
可以生產復雜斷面的管材及雙金屬復合管材。
缺點為:
1)對潤滑劑和加熱要求高,從而使生產成本增加。
2)以及工具壽命低、消耗量大,且價格昂貴。
3)成材率偏低,使產品競爭力下降。



無縫鋼管為什么要探傷.
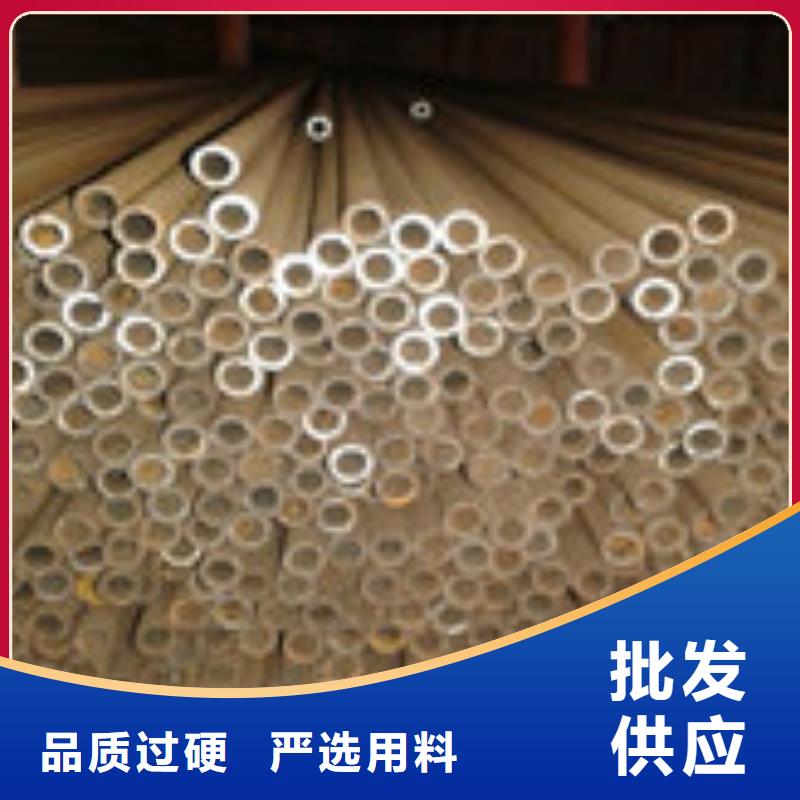
在探傷技術領域,大口徑無縫鋼管是指外徑大于φ160mm的鋼管。大口徑無縫鋼管是石油、化工、熱力、鍋爐、機械液壓等行業重要用材。隨著國民經濟的發展,我國在“十一五”期間,無縫鋼管的需求量大幅度增加,并明顯呈現出大口徑化的發展趨勢。特別是對于要求耐腐蝕、抗擠壓的油井管和大口徑高壓鍋爐管及高質量的石油裂化管、石油石化輸送管線管等,將隨著對能源基礎設施投入的加大而成為需求的熱點。由此,保證產品出廠質量的無損檢測提出了方法和技術上的新課題。
目前我國冶金行業對高壓鍋爐用無縫鋼管檢測主要集中應用在φ160mm以下規格,并大多采用傳統的穿過式線圈的渦流探傷或者獨立水槽式超聲檢測方法。對于超過φ160mm的無縫鋼管采用傳統的穿過式渦流方法進行檢測,存在著諸多的問題,也是標準所不允許的。如采用獨立的超聲波檢測,由于超聲波檢測機理存在表面一定深度的盲區,無法保證鋼管整體檢測結果的可靠性。
穿過式線圈渦流探測的是鋼管表面的一個圓周面。在采用穿過式線圈的渦流探傷中,被檢測鋼管的直徑越大,線圈探測的圓周面積就越大,噪比就越低。正是基于這個原因,鋼管渦流探傷標準規定,采用穿過式線圈的渦流探傷,其外經尺寸不得大于140mm。除此之外,在大口徑鋼管穿過式探傷時,鋼管的磁化和退磁等都存在一定的難度。
水槽式超聲檢測是采用鋼管螺旋前進式,超聲探頭固定不動。通過水槽和被檢鋼管的底部充分水耦合的特點,保證耦合層的厚度不變。但是因為超聲主要檢測內部缺陷對表面和次表面缺陷存在盲區,導致無法檢測,再加上采用螺旋前進式,對于12m長的鋼管需要占空間30m的場地等不足,一直影響鋼管檢測方法的選擇和推廣。



GB6479-2000標準化肥設備用高壓無縫管的生產采用錐形穿孔機 管坯穿孔是GB6479-2000標準化肥設備用高壓無縫管生產過程中重要的工序之一 它將實心的 管坯變為空心坯 穿孔過程首先要保證穿制的毛管壁厚均勻 橢圓度小 幾何尺寸精度高 毛管的內外表面要光滑不能有結疤 折疊 劃傷 裂紋 凹凸不平等缺陷
為了使GB6479-2000標準化肥設備用高壓無縫管的組織均勻化 我廠生產的無縫鋼管全部經過步進式熱處理 使鋼管溫度保持在800度 不可停留時間較長 還要注意爐內氣氛 減少冷空氣的進入 均熱段減少助燃空氣量 形成還原性氣氛 來控制氧化鐵皮的形成


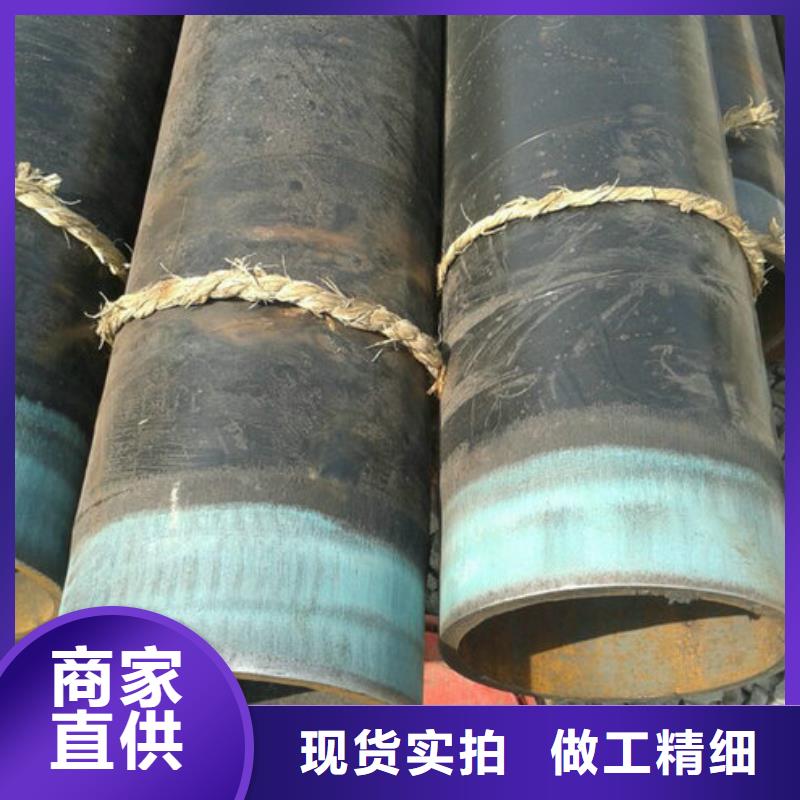
無縫鋼管與熱擴鋼管的區別
目前厚壁無縫管市場競爭日趨激烈,由于受其生產工藝的限制,厚壁無縫管的生產成本一直偏高,從而造成其經濟效益逐漸下降。隨著中國冶金行業的技術進步,代替厚壁無縫管的新產品也開始嶄露頭角,那么新產品到底能否達到厚壁無縫管的各項指標呢?他們之間又有什么本質的區別呢?下面就市場上兩種容易混淆的產品,熱擴厚壁鋼管與直縫焊管之間的區別做一簡單闡述。
1、 焊縫的質量直接決定著焊管的質量,也是焊管與厚壁無縫管差異所在。直縫焊管在高頻焊接后,直縫中集碳不能,焊縫與母體只是銜接在一起,并沒有完全熔為一體,經不住時間和高壓的考驗。熱擴厚壁鋼管在高頻焊接后還要經過800度高溫的整體加熱、整體退火,然后進行開變處理,經過此一系列的工藝后,焊縫與母體組織性能已相同,完全熔為一體,很好地完成了從有縫到無縫的過渡。
2、 工藝的不同造成了產品質量上的差異,熱擴厚壁鋼管在高頻焊接后還進行了一道直縫焊管所沒有進行的工序------在線內外毛刺。毛刺的存在會影響管內流體的流量,毛刺阻擋了流體的正常流動,從而產生漩渦。根據流體力學原理,焊縫局部受壓必然增大,受力不均勻使焊管的保險系數也大大減少,熱張力減徑鋼管生產工藝中充分考慮了毛刺存在的危險性,進行限毛刺,從而使其壁厚均勻,外觀上與厚壁無縫管無差異。所以從這點上來看,熱擴厚壁鋼管也完成了從有縫到無縫的過渡。
當然,二者的區別并不僅僅局限于以上三點;



