

聯系我們

紫銅片止水帶價格優
更新時間:2025-01-27 11:13:50 瀏覽次數:2 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |
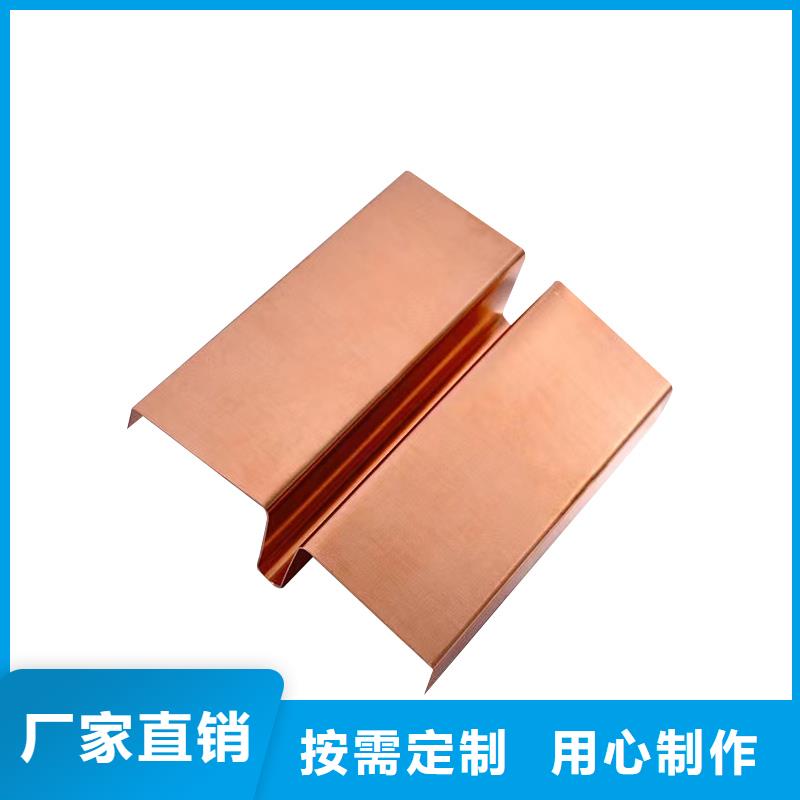


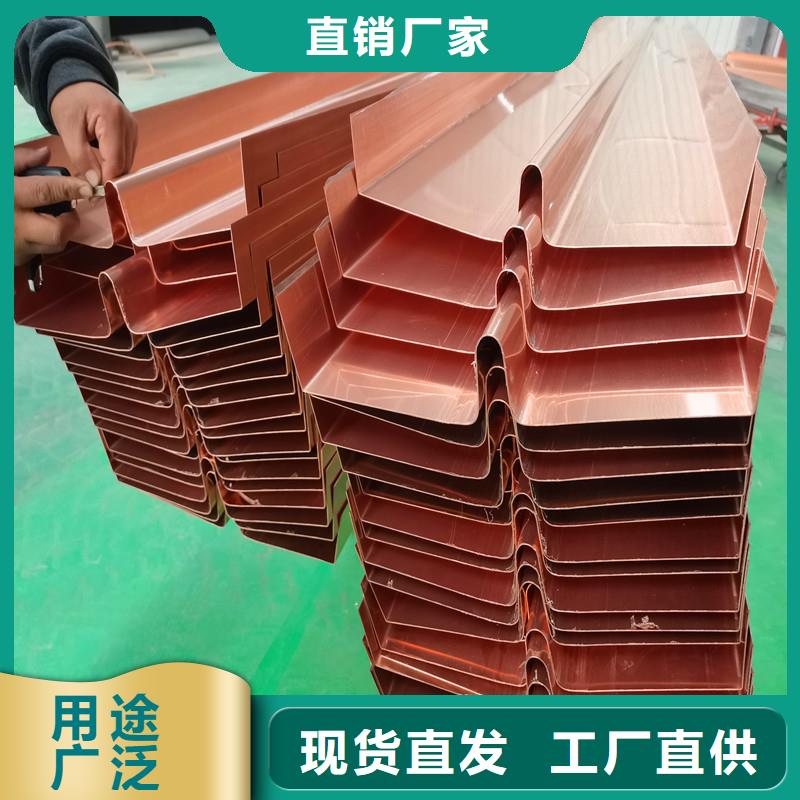





紫銅止水上海止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優良的加工特性。
紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。
氣焊是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關閉焊把開關,將乙炔及氧氣打開,點火慢慢打開焊把開關點燃焊嘴,將焊條根據需要放在被焊物體上,再逐漸調好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。
1)搭接焊工藝
① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。
② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。
2)施焊操作要點
氣焊的基本操作方法包括氧氣乙炔焰的點燃、調節和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領。
氧氣乙炔焰的點燃、調節和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節閥處,同時拇指還可以開關、調節乙炔調節閥,隨時調節氣體的流量。
點燃火焰時,應先稍許開啟氧氣調節閥,然后再開乙炔調節閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發生事故。剛開始點火時,可能出現連續“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現不易點火的現象,多數情況是氧氣開得過大所致,這時應將氧氣調節閥關小。
火焰的調節,剛點燃的火焰一般為碳化焰。這時應根據所焊材料的種類和厚度,分別調節氧氣調節閥和乙炔調節閥,直至獲得所需要的火焰性質和火焰能率。如將氧氣調節閥逐漸開大,直至火焰的內外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應更換大直徑的焊嘴。
調整后的火焰形狀不得歪斜或發出“吱吱”的聲音。若發現火焰不正常時,
在止水銅板的安裝固定過程中,上海止水銅片采用什么方法能取到事半功倍的作用?在止水銅板剛開始安裝采用的鋼筋掛鉤,加工鋼筋掛鉤比較費力,在安裝時不好用,同時止水加固也不是很牢固,因此采取托架形勢和”T”型小鋼筋彎頭,成功解決了難題。在安裝止水銅板之前,把托架安裝好,托架分成兩部分,一部分在先澆的快內,另 一部分在后澆快內。
這樣的托架形勢解決了鋼筋過縫的問題,用小鋼筋彎頭把止水加固牢靠而不發生移動,在止水銅片接頭焊接時可采用夾具代替,同時夾具分成兩部分,一部分是凹 模,用于止水銅片突出一面,另一部分是凸模,用于止水銅片凹進去的一面,夾具長款比止水寬,夾具通過螺栓連接,在接頭的部位,用夾具把兩塊止水夾緊,流出 焊接位置。
提醒廣大的止水銅片訂購客戶,由于年底訂單量大幅增加,而止水銅片的加工流程以及質量要求同樣需要嚴格控制、把關 ,因此我廠工作人員已經實行輪班制,加班加點趕工。即使實行24小時工作制,但是不同產品規格、型號仍不可同時加工,因此,為了避免延誤工期,影響施工進程,建議重慶融能公司廣大的止水銅片訂購客戶,提前安排好訂貨時間,感謝所有新老客戶的支持!
止水銅片的接頭,可以根據施工的需要加工成不同的形狀。上海止水銅片總體來說,常用的形狀有以下幾種:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等異型。而銅止水接頭的成型方法,目前也只有兩種,焊接或者一次性沖壓成型。
1、 焊接成型
先壓制一定長度的定型止水,再根據異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設計要求,但制作工藝復雜,費時費料,外觀質眾差,在一定程度上,也會影響止水銅片的抗拉強度。
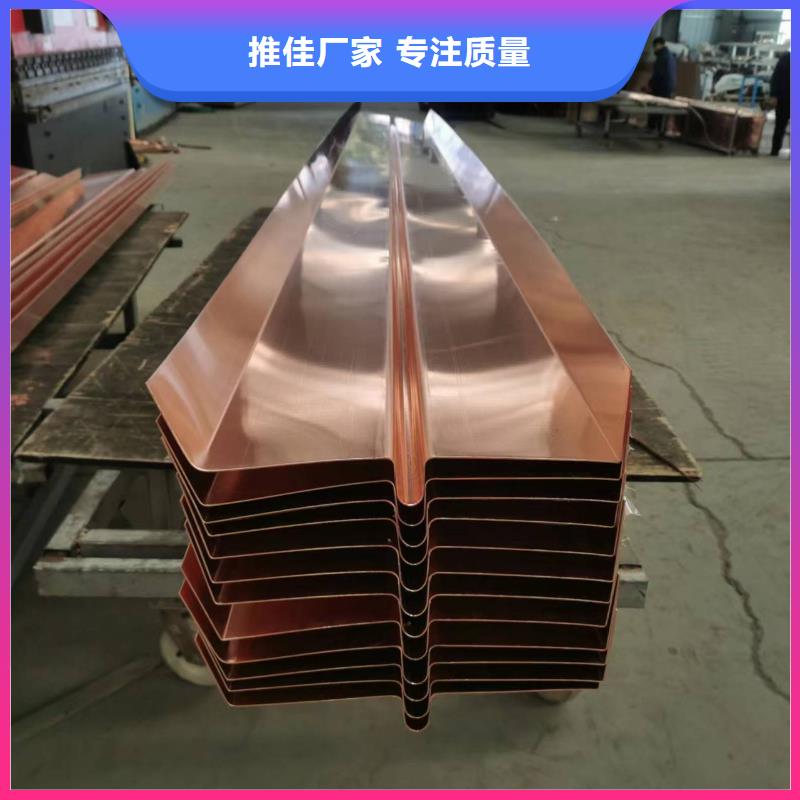
2、 一次性沖壓成型
一次性沖壓成型主要是采用沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統的銅止水成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結構緊湊、可靠、生產效率高、產品質量好等優點。
因此,如果條件允許,一次性沖壓成型的銅止水接頭更能滿足施工的要求。
上海止水銅片紫銅片止水帶 上海止水銅片 紫銅止水帶價格 按型狀分為平板型止水帶(中部為平板的止水帶)止水帶不同形狀示意圖止水帶不同形狀示意圖變形型止水帶(能夠適應接縫變形的止水帶,又分為封閉型(中心孔等)和開敞型(中心變形體不封口)兩種,開敞型包括W型、F型、Ω型、波型等)一、銅板止水帶應平整,表面的浮皮、銹污、油漬均應干凈。如有砂眼、釘孔、裂紋應予焊補。二、銅板止水帶現場接長宜用搭接焊。搭接長度應不小于20mm,且應雙面焊接(包括“鼻子”部分)。經試驗能夠保證質量亦可采用對接焊接,但均不得采用手工電弧焊。三、焊接接頭表面應光滑、無砂眼或裂紋,不滲水。在工廠加工的接頭應抽查,抽查數量不少于接頭總數的20%。在現場焊接的接頭,應逐個進行外觀和滲透檢查。四、銅板止水帶安裝應準確、牢固,其“鼻子”中心線與接縫中心線偏差±5㎜。定位后應在“鼻子”空腔內填滿塑性材料。五、紫銅止水帶接頭必要時進行強度檢查,抗拉強度不應低于母材強度的75%。六、紫銅止水帶與PVC止水帶接頭,宜采用螺栓栓接法(俗稱塑料包紫銅),栓接長度不宜小于35cm。七、紫銅止水帶安裝應由模板夾緊定位,支撐牢固。水平止水片(帶)上或下50cm范圍內不宜設置水平施工縫。如無法避免,應采取措施把止水帶埋入或留出。