
更新時間:2025-01-20 15:12:05 瀏覽次數(shù):2 公司名稱:許昌 建貿機械設備有限公司
| 產品參數(shù) | |
|---|---|
| 產品價格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
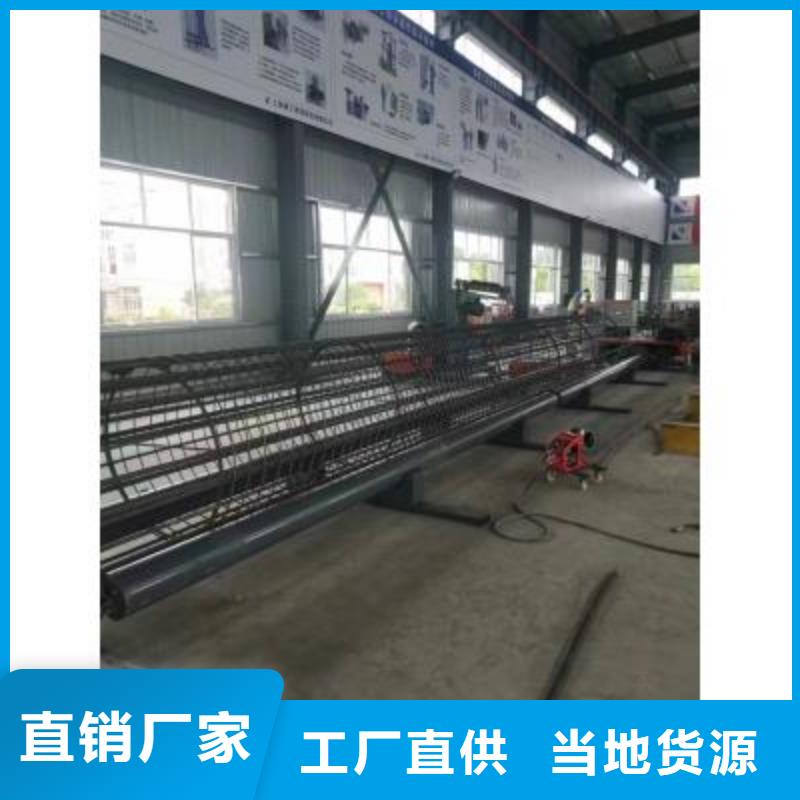


鋼筋籠繞筋機2)拉筋系統(tǒng)
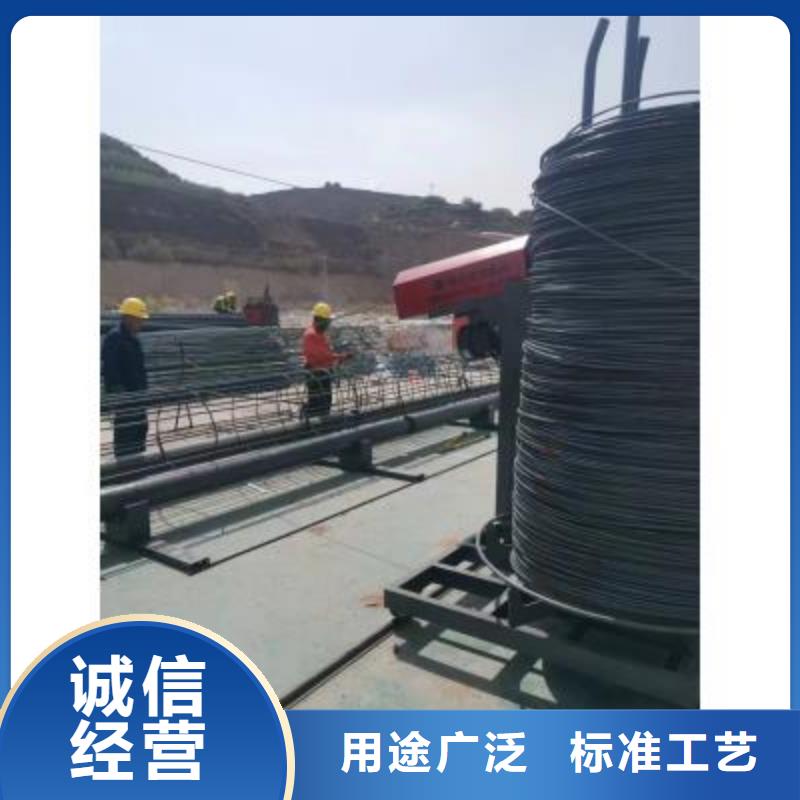
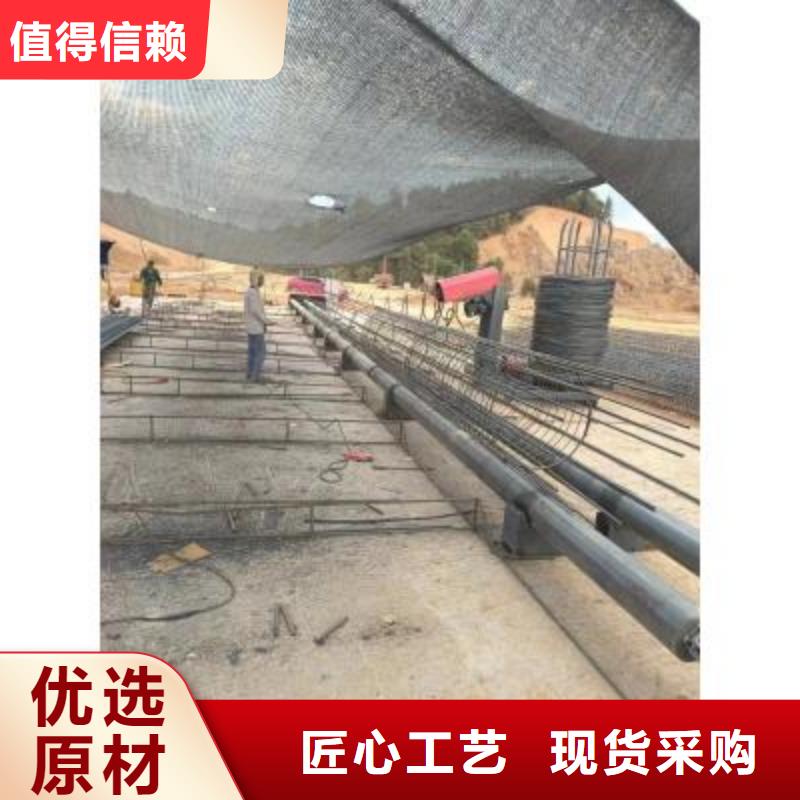
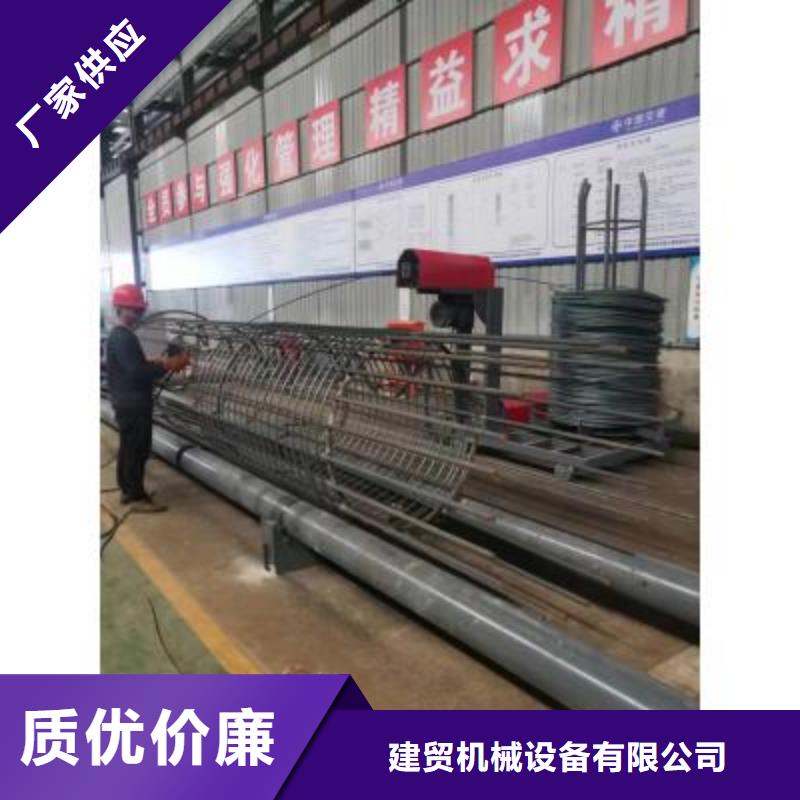
牽引系統(tǒng)由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據(jù)要求可進行較大范圍內的調節(jié),以調節(jié)環(huán)筋的疏密,同時拉筋小車具有自動返回功能。
3)電極系統(tǒng)
氣動電極,自動調節(jié)預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統(tǒng)保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。
2、焊接控制部分主要由:焊接控制系統(tǒng)、焊接控制主回路系統(tǒng)組成。
1)焊接控制系統(tǒng):由全數(shù)字式焊接控制器和接近開關構成,以實現(xiàn)焊接規(guī)范的調節(jié)和焊接過程的完成。
2)焊接控制主回路系統(tǒng):
主要由焊接變壓器、可控硅元件、銅導體、水冷系統(tǒng)組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節(jié)。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
建貿機械設備有限公司 上海鋼筋籠成型機了解更多


切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據(jù)圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
 建貿機械設備有限公司
建貿機械設備有限公司

3、數(shù)控鋼筋籠滾焊機運行過程中,嚴禁對電氣部分進行遮蓋,要保持散熱順暢;
4、設備運行2個月左右后,要對斷路器、馬達接線端子、電箱內接線端子,在電源切斷的情況下進行重新緊固;
5、2個月左右要對減速機、液壓站油量進行定期檢查。若不足,需要進行添加,如有漏油現(xiàn)象要進行及時進行修理;
6、每個星期要對所有的潤滑油嘴進行打黃油一次;
7、設備正常運行2個月左右,要對所有的螺栓、螺帽進行重新緊固;鋼筋籠繞筋機
8、每周要定期用油漆毛刷或微風吹風機電氣柜中的灰塵,保持電氣柜內清潔,否則可能會引起短路燒壞設備的事故發(fā)生;
9、對配套設備,如液壓站的維護保養(yǎng)請參閱相應產品使用說明書(嚴防進水、拆卸相應零部件嚴防灰塵和其他臟物進入)。


