



無需長篇大論,觀看型材拉彎,T型鋼廠家視頻,讓你瞬間愛上我們的產品。
以下是:型材拉彎,T型鋼廠家的圖文介紹
宏鉅天成鋼管有限公司(三亞分公司)致力于高質量的,高品質,高標準 冷拔方鋼產品的生產,規(guī)格多樣,質量可靠。公司深信,誠信是公司經營的宗旨;信譽是公司尋求合作的準則;科技進步是公司發(fā)展的動力;高品質是 冷拔方鋼產品投入市場的切入點。明確方向,完善自我,使企業(yè)持續(xù)發(fā)展,是本公司的長遠戰(zhàn)略。在全國各地設立了辦事處、及各級代理商,竭誠歡迎各界人士蒞臨指導,攜手合作。


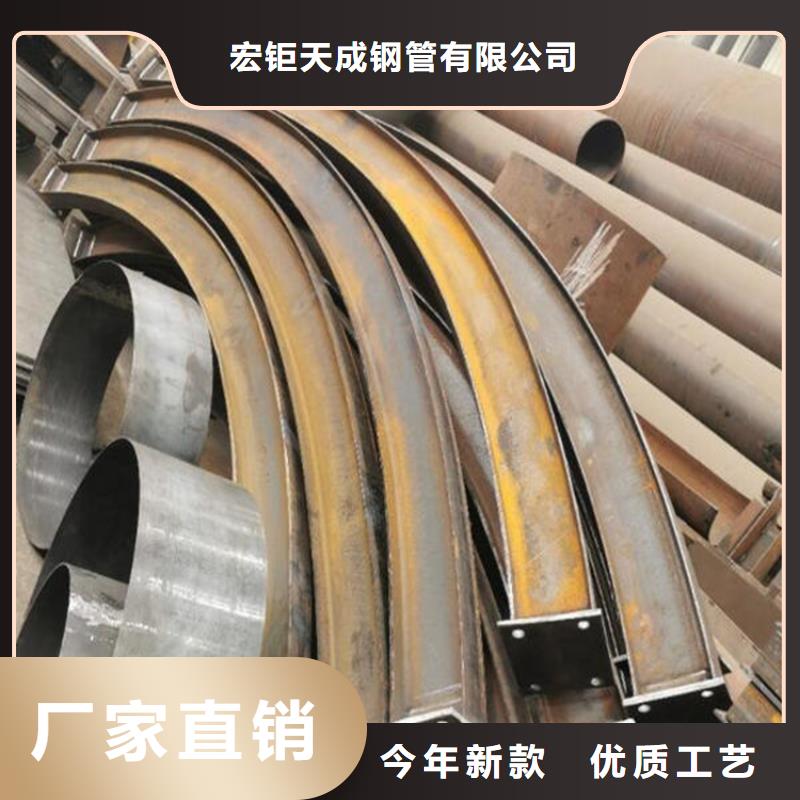
型材拉彎壓彎是常用的彎曲方法。所用設備大多為通用的機械壓力機或液壓機,也有用專用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決定一圓的道理,對板坯進行連續(xù)彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節(jié)壓下輥的上下位置即可改變它與傳動輥之間的相對距離。拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。調節(jié)壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。另外還有四輥和多輥卷板機,四輥卷板機用于卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成復雜的型面。對于精度要求較高,長度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。拉彎時,板材全部厚度上都受拉應力的作用,因而只產生伸長變形,卸載后彈復引起的變形小,容易保證精度。



型材拉彎在彎管加工過程中會有多種辦法,在必定程度上,依據其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時是否運用模具可以分為模彎和無模彎;依據曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據是否加熱是否可以分為冷彎和熱彎。近年來,也出現(xiàn)了新的彎管工藝,如零半徑曲折、中頻感應曲折、熱應力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對管材進行曲折加工的辦法,對彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對于小半徑曲折則無能為力。軋制曲折辦法和作業(yè)原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業(yè)表面。曲折時,只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動輪,其余兩個是從動輪。這種辦法特別適用于曲折環(huán)或螺旋管件。彎管需求依照有關標準和規(guī)定加工,不管彎管的高度怎么,都不答應不穩(wěn)定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴禁運用彎管的緊固件,不得焊接連接件。


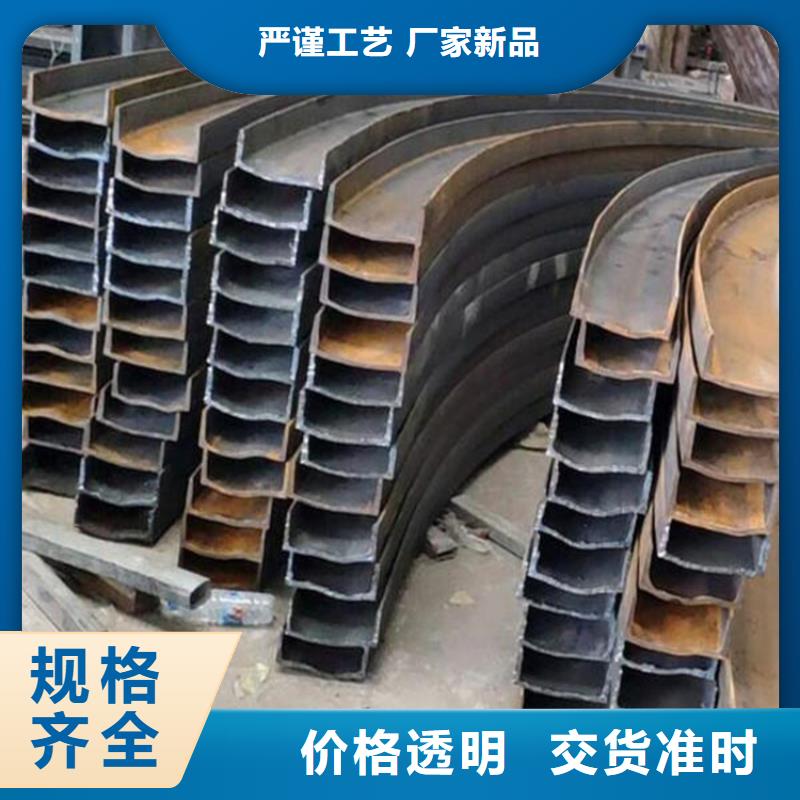
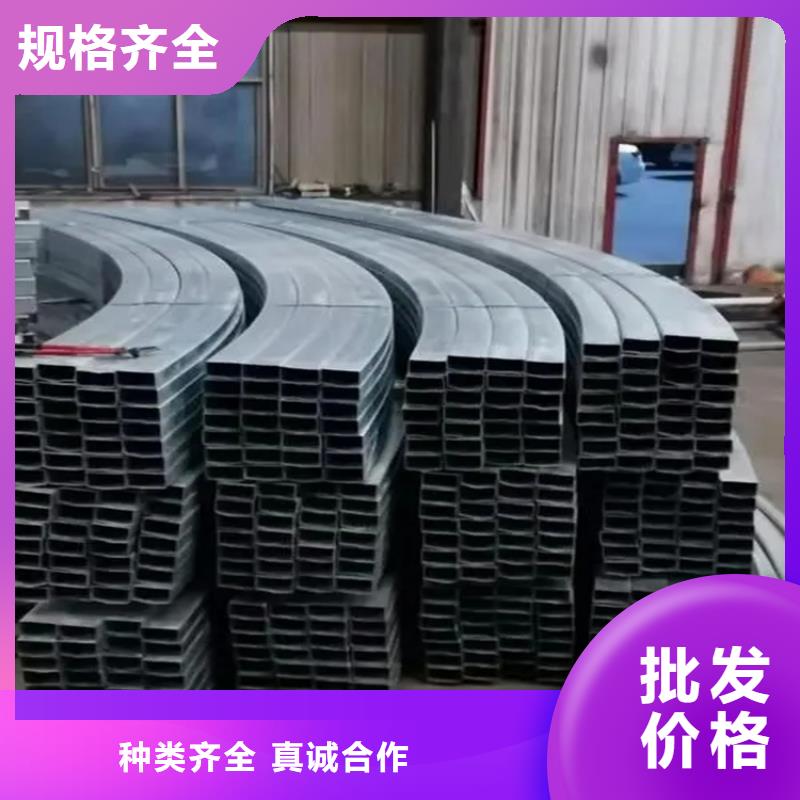
型材拉彎滾彎機首要用于工字鋼、礦工鋼、U型鋼、C型鋼、角鋼、槽鋼、道軌、方鋼、鋼管等型鋼的拱形卷圓、變徑、定角彎曲。選用數(shù)顯編碼器編程,使液壓操作體系定位準確,所彎型鋼一次主動成型,效率高、操作便利。 廣泛應用于隧道、地鐵、水電站、地下洞室等職業(yè)施工中,是鋼拱架制造的志向設備我廠出產的工字鋼滾彎設備,選用數(shù)控設備,液壓操作體系定位準確,滾彎型鋼一次主動成型,效率高、操作便利。滾彎機主動滾輪和被迫滾輪選用特別材料高性能鋼質,經整體熱處理,減少游輪的運用磨損,對工件無劃傷,運用壽數(shù)更長。廠的工字鋼滾彎機的液壓體系選用先進的液壓元件,液壓體系設計獨特,并增加了頂出反彈設備,頂出能有力。操作時不能超出機械性能規(guī)劃作業(yè)。盡量避免偏疼載荷。操作與送料人員之間應按規(guī)矩信號,密切配合。如在彎制過程中發(fā)生曲解,應及時檢查壓痕違背受壓面中心的情況,檢查主、從動壓輪能否磨損出槽,并及時進行檢修。



