









酸洗鈍化無縫鋼管1、酸洗工在工作前必須穿戴好勞動保護用品,在工作中認真檢查工作現場有無障礙、吊帶是否完好無損,確認完好后方可進行工作。酸洗主要采用鹽酸酸洗,采用水來配制鹽酸,鹽酸含量為18~20%比較合適。酸洗工工作前首先了解酸的濃度、溫度及本槽酸洗管的噸位。吊管時兩根吊帶要離開端頭1.3米左右,防止吊彎鋼管,造成鍍鋅管內漏;在往酸槽下管時,鋼管要傾斜15°,先下自己站立的一端,防止噴酸傷人。鋼管每次酸洗,重量在2~5噸為宜,時間5~15分鐘。
酸洗鈍化無縫鋼管和發揮各自獨有優勢,推動高端產能利用率不斷釋放,使企業競爭力進一步增強。作為引領者,寶鋼深知僅有規模體量不足以持續引領行業,只有具備高質量可持續發展的核心能力,持續不斷構建夯實企業綜合實力“護城河”,才能形成“頭雁效應”。酸洗鈍化無縫鋼管此外持續推進成本變革。“我們堅持一切成本皆可降的理念,實施全流程多方位協同降本。”鄒繼新表示,通過一系列降本增效措施和全體系的協同發力,兩年來實現比2019年成本改善超80億元。
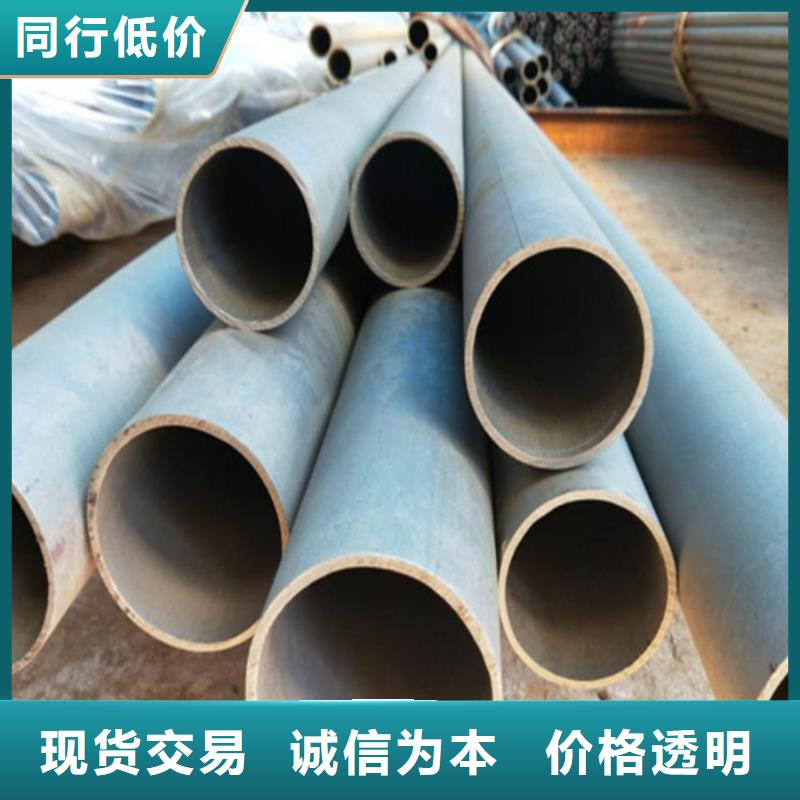
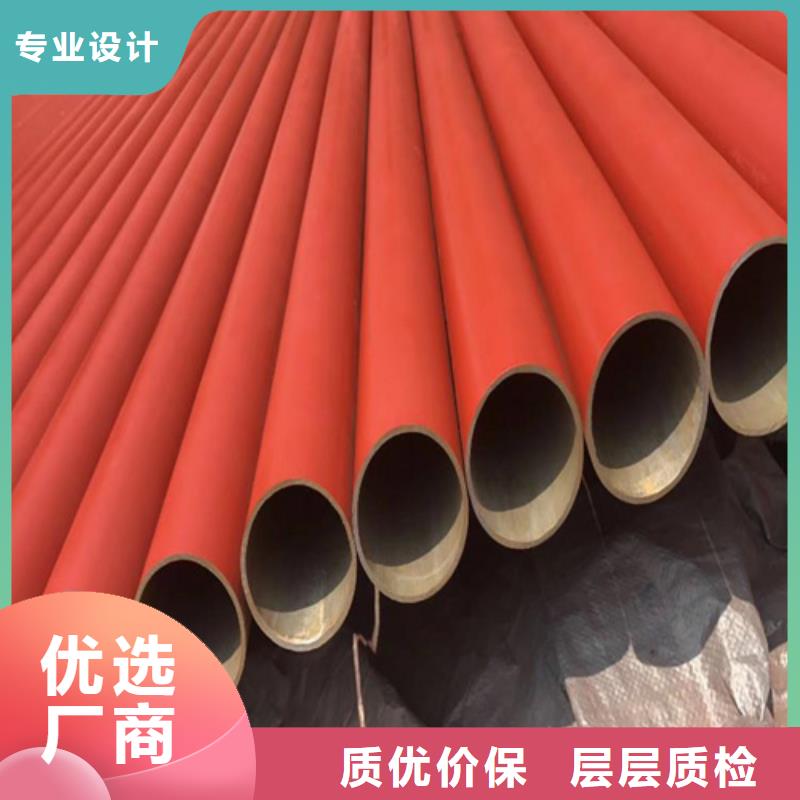
山東聊城格瑞有限公司是一家致力于無縫鋼管的銷售公司。常年銷售成都、寶鋼、冶鋼、衡陽、包頭、鞍山、天津、洪鋼、無錫等幾大廠家生產的無縫鋼管,以及經營各種特殊厚壁管及合金管。執行GB8162-2008(結構管)、GB8163-2008(流體管)GB3087_(低中壓鍋爐管)、GB5310-2008(高壓鍋爐管)、GB6479-2000(化肥專用管)、GB9948-2006(石油裂化管)等。格瑞酸洗鈍化無縫鋼管新工藝管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗無縫管加工流程開卷——平整——端部剪切及焊接——活套——成形——焊接——內外焊珠去除——預校正——感應熱處理——定徑及校直——渦流檢測——切斷——水壓檢查——酸洗——終檢查——包裝無縫鋼管尺寸及允許偏差大口徑鋼管偏差等級標準化外徑允許偏差D1±1.5%,±0.75 mm D2 ±1.0%。±0.50 mm D3 ±0.75%.±0.30 mm D4 ±0.50%。±0.10 mm 品種:高壓鍋爐用無縫鋼管標準:GB5310-2008廠家 品質 我廠保證格,優的產品質量 無縫鋼管廠-無縫鋼管酸洗大口徑無縫化鋼管*無縫管遵照誠信策劃,貨真價實,服務的宗旨,贏得了用戶,拓展了市場,創立了廣泛的銷售網絡,所售產品均附原廠材質書,讓客戶放心運用.酸洗鈍化無縫鋼管。
外觀檢驗:不銹鋼酸洗鈍化表面應呈均勻銀白色,酸洗鈍化無縫鋼管鈍化的用途大口徑酸洗鈍化鋼管溶解后加入30mI濃硝酸,大口徑酸洗鈍化鋼管不得有明顯腐蝕痕跡,焊縫及熱影響區不得有氧化色,不得有顏色不均勻的斑痕。殘液檢驗:用酚酞試紙檢查不銹鋼表面殘液的沖凈程度,PH值中性為合格。藍點試驗:藍點試驗法的基本原理為,若表面鈍化膜不完整或有鐵離子污染.就會有游離的鐵離子存在,鐵溶液遇到鐵離子即反應生成藍色沉淀,反應式如下 用100mL燒杯將10g鐵溶于50mI蒸餾水中,溶解后加入30mI濃硝酸,然后移入1000mI容量瓶中用蒸餾水稀釋至刻度,即為藍點檢驗液,儲存期為一周。試驗方法:將藍點檢驗液滴在貼附于不銹鋼表面的試紙上,30秒鐘后試紙上顯示出藍點即為不合格。需要注意的是化學試驗會破壞不銹鋼的鈍化膜,通常可以用試板與產品同時進行酸洗鈍化,再在試板上進行上述試驗.