控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")


無論您是初次接觸還是已經(jīng)熟悉,我們的數(shù)控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本產(chǎn)品視頻將為您帶來全新的視覺體驗(yàn),讓您對產(chǎn)品有更深入的了解。
以下是:福建三明數(shù)控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本的圖文介紹
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
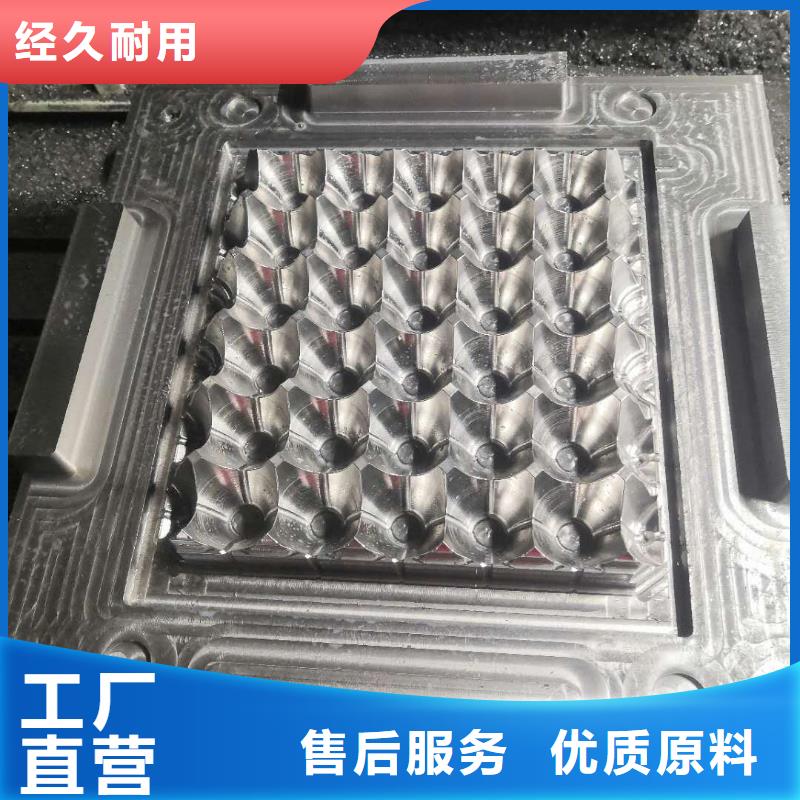
河北德瑪數(shù)控編程培訓(xùn)學(xué)校整理軟件編程。1、軟件編程簡說,現(xiàn)如今應(yīng)用較多的就是軟件編程,尤其加工中心上加工的模具型腔。加工軟件有多種,如UG、Power Mill、caxa、mastercam等每個軟件產(chǎn)品都有自身的長處,基本上都能實(shí)現(xiàn)較復(fù)雜零件的加工,優(yōu)點(diǎn)是相對準(zhǔn)確。編程速度快,基本不會出現(xiàn)錯誤,適合復(fù)雜零件的編程,還有單件或小批量件的編程。軟件編程基本沒有什么缺點(diǎn),如果硬說的話那只能是由于生于生成的軌跡都是經(jīng)驗(yàn)的積累設(shè)定。有一定的模式。一會兒車削。一會兒銑削,一會兒再磨削……全都能搞定。工件一直都固定在夾具上,基點(diǎn)不需要轉(zhuǎn)移,因此更換加工方式也不會影響到加工的精度,要什么刀,隨便選,加工中心的刀庫與換刀過程,錄制者:Ingo Klein 看了半天全是簡單造型。感覺不過癮,下面就來個更高級的:頭盔也能做哦。錄制者:DAISHIN SEIKI RYOSUKE OMACHI 這個頭盔的加工用到了“5軸銑削加工”,這一次。工件和銑刀的運(yùn)動方式都更加靈活了, 5軸加工是機(jī)械切削方式中進(jìn)的加工方式,在數(shù)控機(jī)床中。
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
河北德瑪數(shù)控編程培訓(xùn)學(xué)校整理龍門加工中心:其主軸多數(shù)為垂直設(shè)置,帶有ATC系統(tǒng)。并帶有可更換的主軸頭附件。系統(tǒng)軟件功能較多,能一機(jī)多用。適合加工大型零件,加工中心:。加工中心即五面加工中心。具有立式加工中心和臥式加工中心的功能,工件一次裝夾后。能完成除安裝面以外的所有側(cè)面和頂面的加工,常見的加工中心有: 1、主軸可以旋轉(zhuǎn)90°,既可以象立式加工中心那樣工作,也可以象臥式加工中心那樣工作。 2、主軸不改變方向,工作臺帶著工件旋轉(zhuǎn)90°,完成對五個面的加工,總之。按工作臺的數(shù)量和功能分:有單工作臺加工中心、雙工作臺加工中心。和多工作臺加工中心。
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
德瑪科技信息(三明市分公司)以良好的 數(shù)控培訓(xùn)質(zhì)量贏得了廣大用戶的好評,取得了良好的業(yè)績。在服務(wù)中國市場的同時,公司致力于開拓國際市場, 數(shù)控培訓(xùn)貨源充足,多種規(guī)格。多年來堅(jiān)持守約、保質(zhì)、薄利、重義的經(jīng)營理念,與廣大用戶建立了牢固的合作關(guān)系,受到了廣大客戶的贊同。公司讓利于客戶,裝車免費(fèi),節(jié)假日照常發(fā)貨,歡迎廣大客戶朋友光臨惠顧!
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
河北德瑪數(shù)控編程培訓(xùn)學(xué)校整理第1章數(shù)控銑床和加工中心加工工藝1 1.1數(shù)控銑床加工工藝分析1 1.1.1數(shù)控銑床加工工藝特點(diǎn)及主要內(nèi)容1 1.1.2數(shù)控銑床加工零件的工藝性分析1 1.1.3數(shù)控銑床加工工藝路線的擬定5 1.1.4數(shù)控銑削加工工序設(shè)計(jì)14 1.2加工中心加工工藝分析19 1.2.1加工中心的工藝特點(diǎn)19 1.2.2加工中心的工藝路線設(shè)計(jì)20 1.2.3加工中心的工步設(shè)計(jì)21 1.2.4工件的定位與裝夾21 1.2.5加工中心刀具系統(tǒng)24 1.2.6加工方法的選擇24 1.2.7加工路線和切削用量的確定25 1.2.8加工中心工藝規(guī)程的制定29 第2章FANUC0i系統(tǒng)數(shù)控銑床/加工中心編程實(shí)例38 2.1平面及外輪廓類零件的編程實(shí)例38 2.1.1實(shí)例1--大平面類零件的編程和加工38 2.1.2實(shí)例2--外輪廓的編程和加工43 2.1.3實(shí)例3--平面外形綜合零件在加工中心上的編程和加工47 2.2型腔及槽類零件編程實(shí)例53 2.2.1實(shí)例4--鍵槽的編程和加工53 2.2.2實(shí)例5--平面內(nèi)型腔零件的編程和加工56 2.2.3實(shí)例6--帶島嶼類型腔零件在加工中心上的編程和加工60 2.3孔類零件編程實(shí)例64 2.3.1實(shí)例7--通孔類零件的編程和加工64 2.3.2實(shí)例8--深孔類零件的編程和加工67 2.3.3實(shí)例9--鏜孔類零件的編程和加工72 2.3.4實(shí)例10--背鏜孔類零件的編程和加工77
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
河北德瑪數(shù)控編程培訓(xùn)學(xué)校整理有一定的模式。一會兒車削。一會兒銑削,一會兒再磨削……全都能搞定。工件一直都固定在夾具上,基點(diǎn)不需要轉(zhuǎn)移,因此更換加工方式也不會影響到加工的精度,要什么刀,隨便選,加工中心的刀庫與換刀過程,錄制者:Ingo Klein 看了半天全是簡單造型。感覺不過癮,下面就來個更高級的:頭盔也能做哦。錄制者:DAISHIN SEIKI RYOSUKE OMACHI 這個頭盔的加工用到了“5軸銑削加工”,這一次。工件和銑刀的運(yùn)動方式都更加靈活了, 5軸加工是機(jī)械切削方式中 進(jìn)的加工方式,在數(shù)控機(jī)床中。共有6條坐標(biāo)軸:3 個方向的直線軸 XYZ。計(jì)算運(yùn)動軌跡:根據(jù)零件圖紙上尺寸及工藝線路的要求。在選定的坐標(biāo)系內(nèi)計(jì)算零件輪廓和刀具運(yùn)動軌跡的坐標(biāo)值,并且按NC機(jī)床的規(guī)定編程單位(脈沖當(dāng)量)換算為相應(yīng)的數(shù)字量,以這些坐標(biāo)值作為編程尺寸,編制程序及初步校驗(yàn):根據(jù)制定的加工路線、切削用量、刀具號碼、刀具補(bǔ)償、輔助動作及刀具運(yùn)動軌跡,按照數(shù)控系統(tǒng)規(guī)定指令代碼及程序格式,編寫零件加工程序,并進(jìn)行校核、檢查上述兩個步驟的錯誤。制備控制介質(zhì):將程序單上的內(nèi)容。
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
控編程培訓(xùn)數(shù)控培訓(xùn)質(zhì)量為本")
點(diǎn)擊查看德瑪科技信息(三明市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】