






盲目替換設備零部件。鋸床數控體系毛病判別和掃除相對困難一些,有些修補人員一向選用換件實驗的辦法,不論大件小件,只要以為可能是導致毛病的零部件,一個一個替換實驗,成果非但毛病沒掃除,且把不應替換的零部件隨意替換了,增加了消費者的開支。在修補時,應根據毛病現象仔細分析判別毛病原因及部位,對能修正的零部件要采納修補的辦法康復技能功能,根絕盲目替換零部件的做法。
替換新配件的質量合格。安裝后呈現毛病的問題比較常見。在替換配件前,有些修補人員對新配件不做技能查看,拿來后直接安裝到帶鋸床上,這種做法是不科學的。在替換新配件前一定要進行必要的查看測試,檢測包含外觀及功能測試,保證新配件無毛病,根絕其引起的不必要費事。
鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統的一定閥域值時,系統就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲監控器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統不變。控制系統功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲監控,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統的要求,系統了基于普通電磁閥的位置控制模塊。對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。

不傷工件外表。金屬圓鋸機又名切管機,而一般的金屬圓鋸機(切管機),望文生義,能夠通切一些常見的金屬:銅、鐵、鋁、不銹鋼等。帶鋸機主要由床身、鋸輪、上鋸輪升降和仰俯設備、帶鋸條張緊設備、鋸條導向設備、工作臺、導向板等組成。帶鋸床床身由鑄鐵或鋼板焊接制成。鋸輪分有幅條式的上鋸輪和幅板式的下鋸輪;下鋸輪為主動輪,上鋸輪為從動輪,上鋸輪的分量應比下鋸輕2.5~5倍。鋸床鋸切的精度禁絕確是啥原因?a、鋸床導向臂的導向角夾持的鋸條與鋸床工作臺不筆直:處理:安好鋸條,調整鋸導向角的螺栓,使鋸條與工作臺面筆直。b、帶鋸條有可能磨損:處理方法:如果鋸條有修正價值能夠修補,如果沒有的話就替換鋸條。c、帶鋸條可能松了。漲緊鋸條。d、帶鋸床下料速度進給太快,調整調速閥使進給速度慢一點。e、鋸床兩導向臂之間間隔太大,調一下導向臂的間隔,一般比材大6-10厘米f、鋸床導向角里夾鋸床的小軸承可能損壞,替換小軸承就能夠!
數控鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動輪和從動輪帶動鋸條作業,鋸條斷料方向由導軌操控架操控。經過調整自轉軸承將帶鋸條調正調直經過掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導軌操控架下落進鋸斷料,裝有手動或液壓油缸夾料鎖緊組織,以及液壓操作閥開關等。
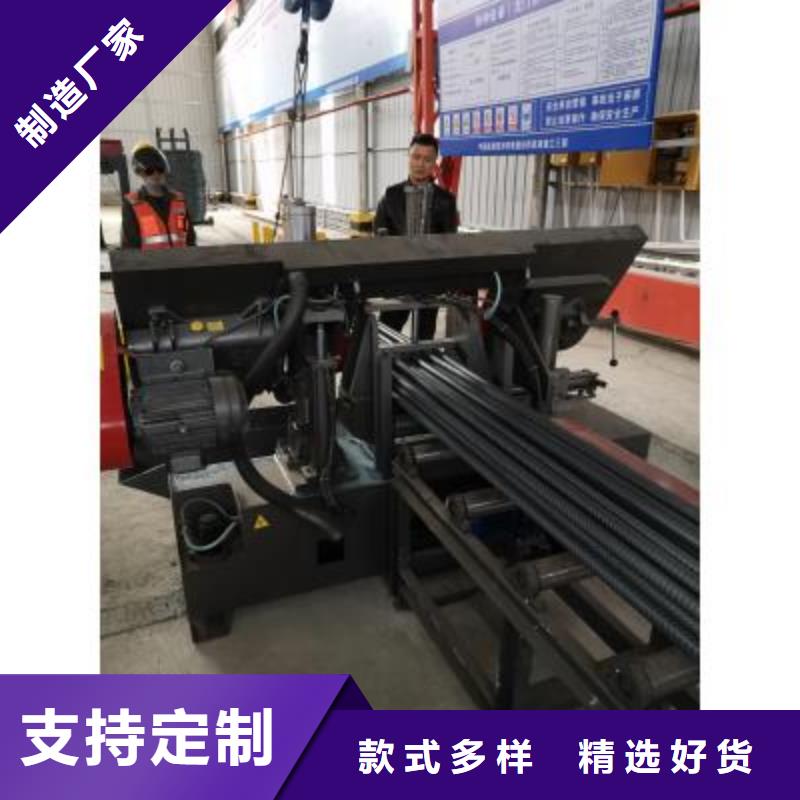
三門峽鋸切套絲生產線的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環尚未結束就可以進行下一步配料,縮短了循環周期。全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.產品特點:1、可自動完成對鋼筋端頭的自動切斷,切頭端面平整,可直接套絲。2、鋼筋定尺機構采用伺服電機控制,通過伺服電機驅動絲杠機構來調整鋸切刀口與定位擋板之間的距離,采用編碼器測量,可達±2mm,可鋸切各種長度的鋼筋。3、對鋼筋長度的自動定尺,鋼筋長度剪切精準,齊頭鋼筋尾料短可達到1cm,提高材料的利用率。4、鋸切主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大,鋸切過程中,鋼筋不會轉動,減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、套絲輥道采用V型輪輸送,無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后可自動翻至下一個工序;V型采用耐磨材料。 7、加強型套絲機,使用壽命長,可實現鋼筋的自動夾緊、自動剝肋套絲,降低工人勞動強度,提高生產效率。8、設備可根據鋼筋一端套絲或是兩端套絲自動選擇套絲流程,也可以根據客戶要求(墩粗套絲)用來實現率的生產流程。
三門峽數控鋼筋套絲生產線口碑好
