






富平雙筋鋼筋籠繞筋機怎么保養減少了鋼筋的浪費:由于人工焊接及加工技術的不成熟,質量達不到要求,會造成鋼筋的棄用及浪費;而鋼筋籠繞筋機加工焊接的鋼筋籠,由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。鋼筋籠滾焊機加工速度快: 正常情況下備料及滾焊部分5-7人一班,分二班作業,10個人 就可以加工出20多個12米長成品的籠子,對于高鐵施工中1米樁的籠子曾經有日產75節9米的籠子(675米/天)的生產記錄,工作效率非常高。
在加強筋內加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁擺動碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。
二、三門峽鋼筋籠繞筋機原理特點1.PLC變頻控制2.繞筋間距.速度無極可調,3.本機參數有自動存儲功能4.可遠距離遙控使用,遠達50米內控制方便5.滾筒采用厚壁無縫鋼管結實耐用耐磨6.調直機底座可升降廣泛用于橋面,房建、房護樁防護,地鐵纏樁基、高鐵樁基、跨海大橋各大樁基繞筋施工用7.放線架采用304圓鋼制作扎實耐用8.本公司產品系同行業中配置沒有后顧之憂三、功能應用主機;含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。不需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接。

箍筋纏繞及焊接鋼筋安裝利用箍筋盤,通過調直機構,把箍筋端部與主筋連接,移動盤轉動前移,通過控制臺設定好的轉速與移動速度,進行箍筋纏繞及間距控制。箍筋與主筋交叉點采用CO2保護焊焊接。該部位為設備的選配結構,可選擇自動電話手,也可直接人工焊接。6、相鄰鋼筋籠對接以、二節鋼筋籠連接為例,當節鋼筋籠加工完成后,在末端剩余1m時,通過固定盤分料器,人工連接第二節主筋,完成后開動移動盤繼續向前移動,同時繼續纏繞箍筋,停止焊接,將第二節鋼筋籠拖出固定盤模板1m后,三門峽鋼筋籠繞筋機停止移動盤,鎖緊固定盤模板定位螺栓,人工標識主筋連接順序,拆開兩節鋼筋籠之間的連接,卸除節鋼筋籠,將移動盤回移到位后,重復以上工序,完成第二、三節鋼筋籠加工。7、加勁箍圈的制作與安裝加勁箍圈采用自動彎箍機進行加工。加勁箍圈安裝分為兩步,步分是在鋼筋籠完成自動滾焊后卸除鋼筋籠前,為保證整體剛度,在鋼筋籠兩端及中間各焊接一加勁箍圈;第二步是完成卸籠后,在半成品存放區進行剩余部分加勁箍圈的安裝及焊接及聲測管的安裝。
 <三門峽>建貿機械設備有限公司
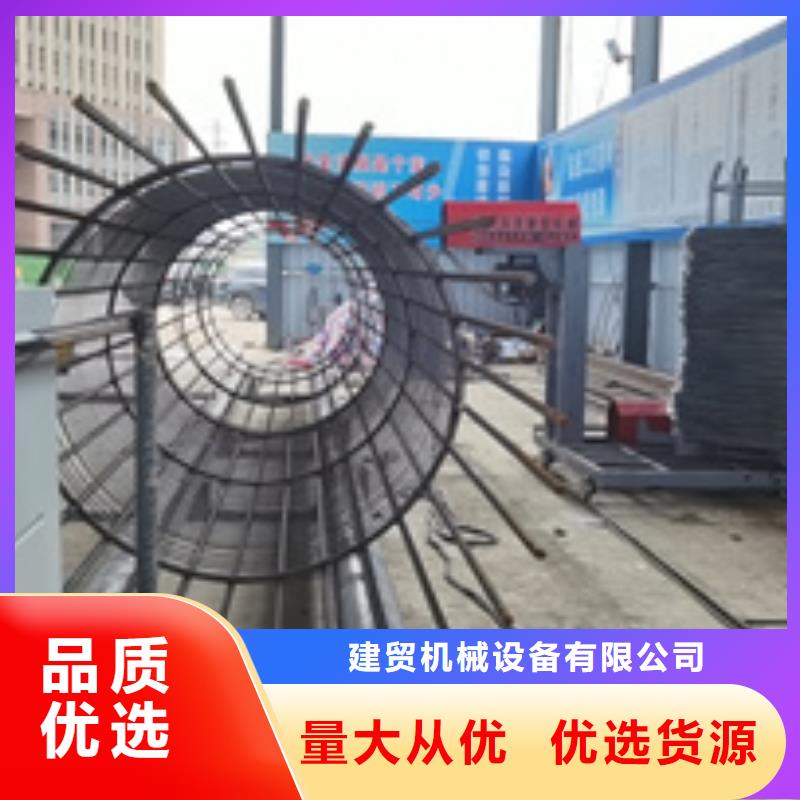
三門峽全自動鋼筋卷籠機批發價格
<三門峽>建貿機械設備有限公司
三門峽全自動鋼筋卷籠機批發價格

本機由機械工作部分與電器控制部分組成:1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。1)主驅動系統由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,三門峽鋼筋籠繞筋機同時向焊接控制系統傳輸焊接信號。2)拉筋系統牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。3)電極系統氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。4)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。5)焊接控制主回路系統:主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
