更新時間:2025-02-03 20:14:46 瀏覽次數:2 公司名稱:天津 萬弗萊鋼有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 483 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |

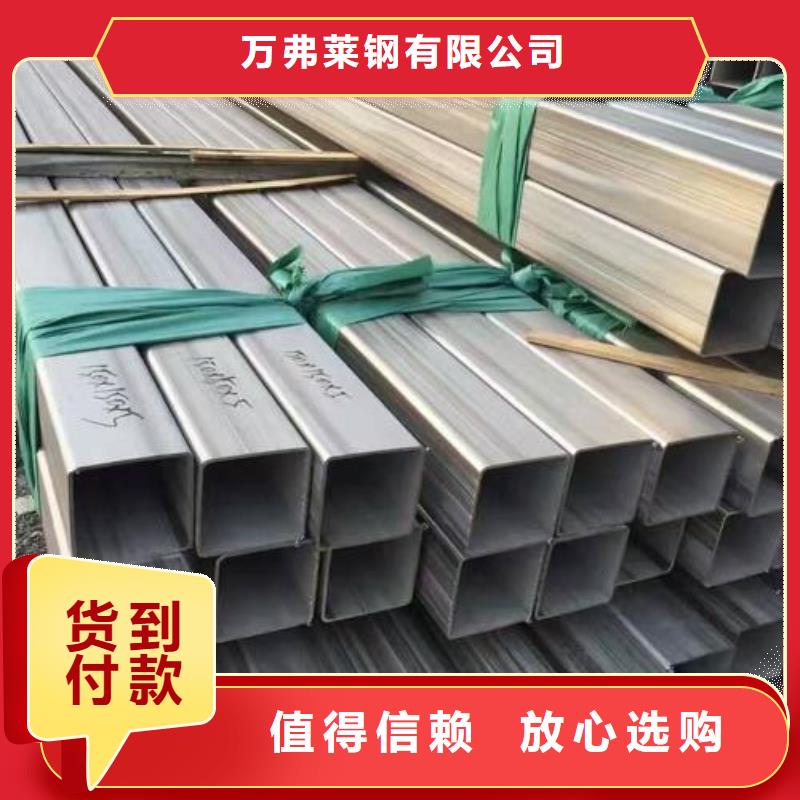


主要是針對不銹鋼管的表面光潔度,禁油度以及鈍化層進行要求;
1.表面光潔度:針對鋼管的內外表面進行拋光處理,使得鋼管表面呈亮面;也就是我們常說的鏡面。主要是防止管內走的流體物質在管內形成掛壁,時間長了容易污染而且形成管內堵塞。
2.鈍化層:拋光完成后需將鋼管放入鈍化池進行浸泡,用酸性鈍化液將鋼管表面氧化形成鈍化層,以達到鋼管的抗腐蝕效果。
3.禁油度:鈍化完成后進行禁油清洗,將鋼管表面的油污等去除。完成后需用油脂分析儀進行檢驗。主要防止管壁本身的油污污染到管內走的流體物質。首先是同心度的不同,無縫管的制作工藝是在2200度下進行的,在不銹鋼的方坯中進行沖壓而形成的一個孔,在這個高溫效果之下,工具鋼就會變得柔軟然后呈螺旋狀從孔里出來,這樣的管道壁厚簡單不均勻而且偏疼度也是比較高的。而有縫管是通過精準的冷軋板制成的,這些冷軋板的壁厚差一般在0.002英寸左右,所以壁厚差很小,整個管道壁厚很是均勻。
304不銹鋼無縫管和有縫管的差異還包含焊接性能,一般狀況下有縫管和無縫管的化學成分有些不同,出產無縫管的鋼材成分僅僅剛剛達到基本要求,而有縫管則含有適于焊接的化學成分,例如硅、硫、錳、氧及與三角鐵素體等元素,要是缺少了這些元素就會形成焊接過程中簡單焊接結實。
金屬的晶粒大小和熱處理的溫度以及堅持相同溫度的時刻相關,在通過退火處理后的有縫管和無縫管晶粒大小是相同的,要是有縫管選用的小冷處理的話,那么焊接后的晶粒尺寸和被焊接金屬的晶粒尺寸小許多,要不然就是相同大的。



熱處置
10 在1850-2050度的溫度規模內進行退火,然后敏捷退火,然后敏捷冷卻。
11 316不銹鋼不能過熱處置進行硬化。
12 焊接
13 可選用一切規范的焊接辦法進行焊接。焊接時可根據用處,別離選用316Cb、316L或309Cb不銹鋼填料棒或焊條進行焊接。為取得的耐腐蝕功能,316不銹鋼鋼的焊接斷面需求進行焊后退火處置。假如運用316L不銹鋼,不需求進行焊后退火處置。
14 典型用處 紙漿和造紙用設備熱交換器、染色設備、膠片沖刷設備、管道、濱海區域建筑物外部用資料
不銹鋼無縫管的的出產工藝 a.圓鋼預備;b.加熱;c.熱軋穿孔;d.切頭;e.酸洗;f.修磨;g.光滑;h.冷軋加工;i.脫脂;j.固溶熱處置;k.矯直;l.切管;m.酸洗;n.制品查驗。
不銹鋼焊管出產工藝:質料--分條--焊接制管--修端--拋光--查驗(噴印)--包裝--出貨(入倉)(裝修焊管) 質料--分條--焊接制管--熱處置--糾正--矯直--修端--酸洗--水壓測驗--查驗(噴印)-包裝--出貨(入倉)(焊管工業配管用管)
304不銹鋼焊管理論分量計算公式:(外徑-壁厚)×壁厚×0.02513=KG/M
行情不佳”、“生存艱難”……已成口頭禪。特別是年中之后,不銹實體企業訂單萎縮,諸如壓延、裝飾管、制品減產明顯的聲音不絕于耳。
我們知道,不銹鋼管焊管和焊管的主要消費市場往往在三四線城市,在廣大農村。究竟是哪里出了問題,讓不銹鋼管焊管廠家對需求“斷崖式”下跌的意見如此強烈?
小伙伴們都喜歡說一句話“城市套路村,我想回農村”。回家去,一畝三分地,起個小別墅彌補城市買不起房的遺憾。



萬弗萊鋼有限公司主要從事 山東日照合金管的科研開發和生產。主要產品: 山東日照合金管等系列產品。公司秉承“創新創造、誠信di yi、堅守質量”的發展理念,所有產品均嚴格按照標準進行設計和生產,并以設計造型美觀、檢修方便、配套功能齊全、廣泛應用于各個領域。公司以積j i探索新技術、新工藝、新材料的研發,建立了多重的服務體系和質量檢測體系,產品從優質原材料進庫到優質的成品出廠,每一道工序都精雕細琢,并且不斷地進行技術升級改造,公司著力于以人為本,以客戶為中心的管理團隊、專業化員工團隊、專業服務中心及專業服務部。營銷和服務網絡已覆蓋全國市場,能夠對客戶的需求、期望和滿意持續的保持,并承諾在1小時內為客戶提供高績效、專業化和敏捷性的售前、售中及售后服務!


無縫方管通過模具擠壓成型的四方形空心方管,主要被用于流體輸送管道。主要用于液體輸送、液壓支架、機械結構、低壓高壓鍋爐管、換熱管、燃氣、石油等行業。他比其它管道更堅固,不易出現裂紋。
焊接方管是一種空心方型鋼管,又稱空心冷彎型鋼。它是一種方形截面形狀和尺寸的鋼材,采用熱軋或冷軋帶鋼或軋制薄板作為坯料,經冷彎加工后再經高頻焊接而成不銹鋼無縫方管冷調法矯直方式一般適用于公稱邊長小于50mm、彎曲程度不大的不銹鋼無縫方管。
冷調法矯直方式根據操作方法的不同又分為杠桿矯直法、錘擊矯直法、特制矯直法。
杠桿調直法:將管子彎曲部位作支點,用手加力于施力點,調直時要不斷變動支點部位,使彎曲管均勻調直而不變形。
錘擊調直法:該方法用于邊長較小的長管。當方管彎曲確定后,將管子放在兩根相距一定距離的平行的方木上,一人站在管子的一端觀察管子的彎曲部位,另一人按觀察者指示,用錘敲擊,經過幾次反復敲擊,管子就能調直。
特制調直法:當不銹鋼方管邊長較大但不超過100mm時,在調直臺上進行調直,將方管的彎曲部位擱置在調直器兩支塊中間,凸部向上,支塊間的距離可根據不銹鋼方管彎曲部位的長短進行調整,再旋轉絲杠,使壓塊下壓,把凸出的部位逐漸壓下去。