您的位置>首頁 >日照本地?zé)釀?dòng)態(tài) >
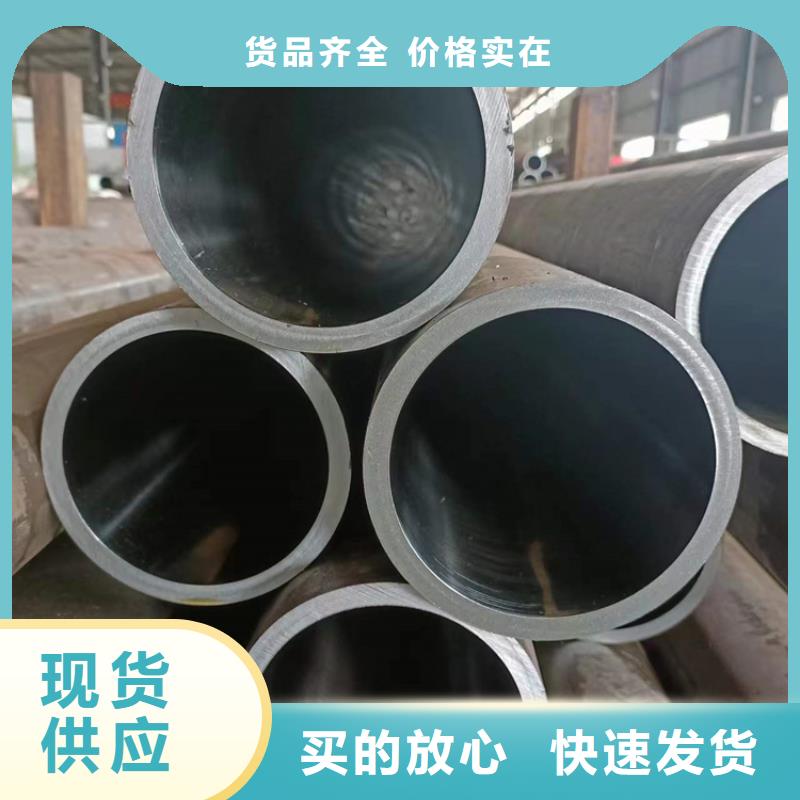
油缸珩磨管
- 更新時(shí)間: 2025-01-28 02:01:18 瀏覽次數(shù):4
- 產(chǎn)品報(bào)價(jià): 5900/噸
- 最小起訂: 電議
- 供貨總量: 電議
- 運(yùn)費(fèi)說明: 電議
以下是:油缸珩磨管的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
導(dǎo)讀 油缸珩磨管,安達(dá)液壓機(jī)械有限公司為您提供油缸珩磨管產(chǎn)品案例,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到山東省 日照市 東港區(qū)、嵐山區(qū)、五蓮縣、莒縣。 山東省,日照市 日照市因“日出初光先照”而得名,夏商時(shí)期屬東夷,是“龍山文化”的發(fā)祥地之一。宋設(shè)日照鎮(zhèn),始有“日照”之名。1989年6月,建地級(jí)市。是中國濱海生態(tài)、宜居、旅游、現(xiàn)代化港口城市和臨港產(chǎn)業(yè)基地,也是山東半島城市群、山東半島藍(lán)色經(jīng)濟(jì)區(qū)、膠東經(jīng)濟(jì)圈的組成部分。有石臼灣、佛手灣兩大天然港灣與日照港、嵐山港組成的港群,被譽(yù)為“水上運(yùn)動(dòng)之都”與“東方太陽城”。因環(huán)境優(yōu)良獲得聯(lián)合國人居獎(jiǎng)。日照有姜尚、劉勰、丁肇中等歷史名人。評(píng)獲全國文明城市、森林城市、環(huán)保重點(diǎn)城市、生態(tài)示范區(qū)建設(shè)試點(diǎn)市等稱號(hào)。2020年10月20日,被評(píng)為全國雙擁模范城(縣)。
山東省日照山東省日照油缸珩磨管
<日照>九冶管業(yè)有限公司
2.鑄件白口的高溫石墨化退火鑄件冷卻時(shí),絎磨管表層及薄截面處,往往產(chǎn)生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500-550℃再出爐空冷。在高溫保溫期間 ,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護(hù)冷過程中二次滲碳體和共析滲碳體也分解,發(fā)生石墨化過程。由于滲碳體的分解,導(dǎo)致硬度下降,從而提高了切削加工性。3.球鐵的正火球鐵正火的目的是為了獲得珠光體基體組織,并細(xì)化晶粒,均勻組織,以提高鑄件的機(jī)械性能。有時(shí)正火也是球鐵表面淬火在組織上的準(zhǔn)備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區(qū)間820~860℃。正火之后一般還需進(jìn)行四人處理,以正火時(shí)產(chǎn)生的內(nèi)應(yīng)力



小口徑絎磨管磨管尺寸偏差的計(jì)算方法1.小口徑珩磨管檢查臺(tái)作用在成品檢查臺(tái)上,對(duì)稱品合金鋼管要逐支進(jìn)行管徑、壁厚的測(cè)量,精密管,同時(shí)進(jìn)行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計(jì)算方法—小口徑珩磨管外徑偏差的計(jì)算正偏差=(D 大-D 公)/D 公×負(fù)偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負(fù)偏差3.小口徑珩磨管壁厚偏差計(jì)算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負(fù)偏差(-△S)= 壁厚公差范圍=正偏差+負(fù)偏差

山東省日照山東省日照油缸珩磨管
總結(jié) 在山東省日照市采購油缸珩磨管請(qǐng)認(rèn)準(zhǔn)安達(dá)液壓機(jī)械有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:遼河路燕山路交叉口南500米東首)。

保障")