





格齊全")
格齊全")
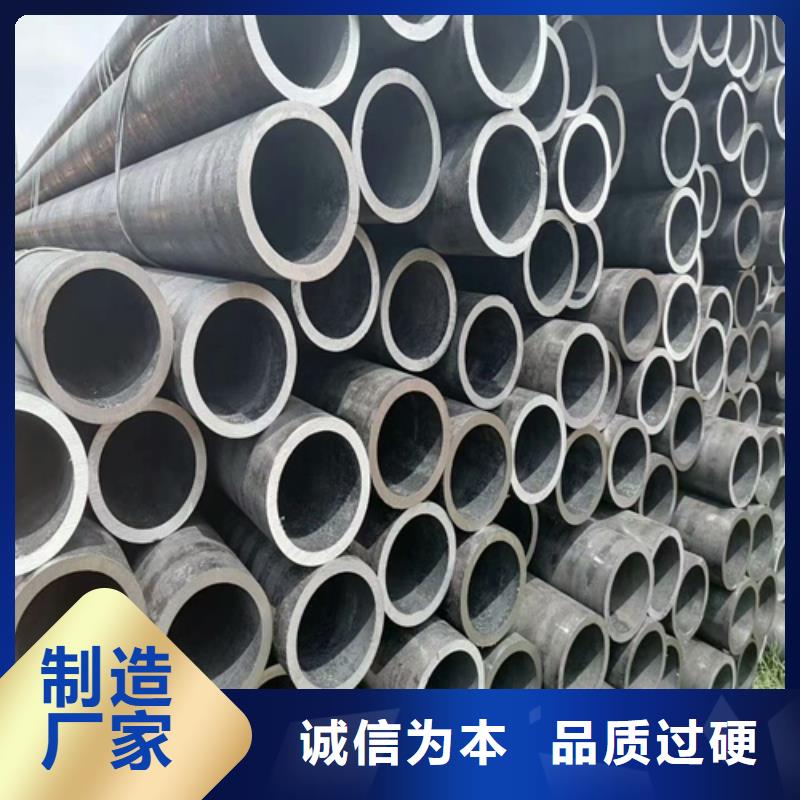
首先我們可以,看一看管道各方面規(guī)格。比如說無縫鋼管,表面并沒有任何缺陷,而劣質(zhì)無縫鋼管,就無法達到這個標準。因為這樣鋼管,在生產(chǎn)過程中,軋制工藝參數(shù),并不是那么正確,模具表面也不是足夠光滑。
這樣制作來鋼管,抗扭強度就會比較弱,只要這樣管道,經(jīng)過一些復(fù)雜加工,那么就會現(xiàn)一些壞形變。但是無縫鋼管不同,這種管道制作,需要經(jīng)過很多次軋制。這使得管道,自身性能,變得更加穩(wěn)定。有了足夠抗扭強度之后,可以讓無縫鋼管,承受更加復(fù)雜加工。
根據(jù)韓聯(lián)社5月14日新,韓國產(chǎn)業(yè)通商資源部14日在韓國召開韓國官民鋼鐵協(xié)議會。鋼鐵協(xié)議會議上雙方就東北亞地區(qū)鋼鐵市場現(xiàn)狀、東南亞鋼鐵市場展望及戰(zhàn)略、促進中FTA等問題深入討論。雙方都認為,由于汽車、造船等主要鋼鐵需求產(chǎn)業(yè)不振,東北亞地區(qū)面臨鋼鐵過剩問題逐漸深化。
比如說管道,容易生銹問題。普通鋼管,之所以很容易生銹,那完全是因為,管道自身抗氧化處理,并不是那么足夠。只能夠通過,平時維護工作,來減緩管道生銹時間。但這種方法,所收到效益很小,并不能夠根本性,解決管道生銹問題。
格齊全")
焊管“無縫化”的含義焊管和無縫管相比無縫鋼管的區(qū)別是焊管有一道焊縫。由于有了焊縫,使外形凸出高于母材很多,明顯地看出了“縫”;同時,內(nèi)部物理性質(zhì)上也產(chǎn)生了變化。如果能夠在這兩個方面—外在與內(nèi)在,都能使焊縫與母材相同、相近或者相等母材性能,等同于無縫,這就是“無縫化”的含義。“無縫化”的兩個方面如上所述,焊管無縫化包含兩個方面的內(nèi)涵,幾何無縫化,使焊縫余高盡可能小;物理無縫化,使焊縫(包括周圍熱影響區(qū))的物理性能趨于與母材一致。
焊管的幾何無縫化光滑地掉焊縫處因擠壓焊接后所形成的外毛刺和內(nèi)毛刺,使焊管在幾何外形上幾乎看不到焊縫。我國和美國標準中內(nèi)毛刺的殘留高度大致上規(guī)定了兩檔精度: 檔(O.127mm;第二檔0.254mm)。焊管的物理無縫化幾何無縫化處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內(nèi)部的金相組織與母材仍有較大區(qū)別,焊縫區(qū)的機械性能較低。為此,需要經(jīng)過熱處理細化焊縫區(qū)的晶粒、去除焊接應(yīng)力,實現(xiàn)與母體金相組織、機械性能的一致化,這個過程我們稱之為焊管的物理無縫化。
格齊全")
用一定直徑的鋼球或硬質(zhì)合金球,以規(guī)定的試驗力(F)壓入式樣表面,經(jīng)規(guī)定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計算公式為:
式中:F--壓入金屬試樣表面的試驗力,N; D--試驗用鋼球直徑,mm; d--壓痕平均直徑,mm。
測定布氏硬度較準確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便。
舉120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗力作用下,保持30s(秒)測得的布氏硬度值為120N/ mm2(MPa)。 [1]
無縫鋼管質(zhì)量要求格齊全")
布氏硬度(HB)用一定直徑的鋼球或硬質(zhì)合金球,以規(guī)定的試驗力(F)壓入式樣表面,經(jīng)規(guī)定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計算公式為:式中:F--壓入金屬試樣表面的試驗力,N; D--試驗用鋼球直徑,mm; d--壓痕平均直徑,mm。
測定布氏硬度較準確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便。
舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗力作用下,保持30s(秒)測得的布氏硬度值為120N/ mm2(MPa)。 [1]
無縫鋼管質(zhì)量要求格齊全")
