
生產(chǎn)制造40cr精密管")
20#日喀則精密管如何進(jìn)行切斷 1.20#日喀則精密鋼管切斷以及沖壓:由于20#日喀則精密鋼管比一般材料強(qiáng)度高,所以沖壓以及剪切時(shí)需要更高的壓力,而刀與刀間隙準(zhǔn)確時(shí)才能不發(fā)生切變不良和加工硬化, 采用等離子或激光切斷。 2.當(dāng)不得不采用氣割或電弧切斷時(shí),20#日喀則精密鋼管加工焊接之前應(yīng)徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點(diǎn)焊時(shí)間距比碳鋼點(diǎn)焊間距短,除掉焊渣時(shí)應(yīng)使用20#日喀則精密鋼管刷。 20#日喀則精密鋼管如何進(jìn)行折彎處理 20#日喀則精密鋼管怎樣進(jìn)行折彎 1.焊完以后,為了防止局部腐蝕或強(qiáng)度下降,應(yīng)對(duì)表面進(jìn)行折彎處理或清洗。 對(duì)熱影響區(qū)進(jìn)行折彎以及必要進(jìn)行熱處理。 20#日喀則精密鋼管加工折彎:簿板可以折彎到180,但為了減少?gòu)澝娴牧鸭y同半徑大小 2倍板厚的, 2.厚板沿壓延方向時(shí)給2倍板厚半徑,與壓延垂直方向彎曲時(shí)給4倍板厚的半徑是有必要的,特別是在焊接時(shí),為了防止加工開(kāi)裂應(yīng)對(duì)焊接區(qū)進(jìn)行表面折彎。
生產(chǎn)制造40cr精密管")
大家都知道油氣管道的要求非常的高,不僅需要密封性好,還要不會(huì)生銹,并且有利于液體的長(zhǎng)距離運(yùn)輸。以前我們?cè)谇皟蓚€(gè)特點(diǎn)都能夠滿足,但是適于長(zhǎng)途運(yùn)輸很難做到。所以經(jīng)過(guò)近一年的研究,終于攻破了這項(xiàng)難題。 日喀則精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開(kāi)主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長(zhǎng)度相比直縫管長(zhǎng),易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。日喀則精密管近期技術(shù)進(jìn)行改革,沒(méi)有做什么宣傳,不過(guò)正好我們的新技術(shù)也研究成功了。現(xiàn)在產(chǎn)品終于可以成功用于油氣管道的運(yùn)輸了。
生產(chǎn)制造40cr精密管")
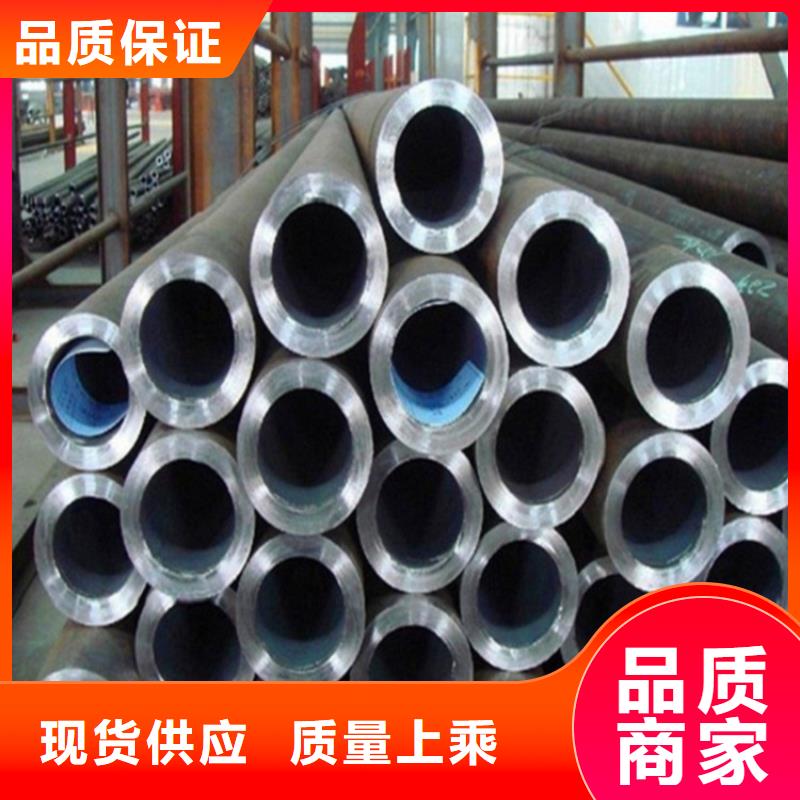
日喀則精密管的原料是日喀則精密管坯,日喀則精密管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.日喀則精密管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,日喀則精密管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車吊入倉(cāng)庫(kù)中。 日喀則精密管分熱軋和冷軋(撥)日喀則精密管兩類。
<日喀則>大金鋼管制造有限公司生產(chǎn)制造40cr精密管")
生產(chǎn)制造40cr精密管")