您的位置>首頁 >日喀則當地行業新聞 >
珩磨氣缸筒經久耐用
更新時間: 2025-01-11 07:58:49 瀏覽次數:2
以下是:珩磨氣缸筒經久耐用的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:珩磨氣缸筒經久耐用的圖文視頻
導讀 珩磨氣缸筒經久耐用,安達液壓機械有限公司為您提供珩磨氣缸筒經久耐用,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,請聯系安達液壓機械有限公司,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到西藏 日喀則市 南木林縣、江孜縣、定日縣、薩迦縣、拉孜縣、昂仁縣、謝通門縣、白朗縣、仁布縣、康媽縣、定結縣、仲巴縣、亞東縣、吉隆縣、聶拉木縣、薩嘎縣、崗巴縣。 西藏自治區,日喀則市 日喀則的全名始稱溪卡桑珠孜,簡稱為溪卡孜,漢語譯音為日喀則;元至正二十年(1360年)日喀則始有建置。日喀則市的藏文意思是“土質的莊園”,境內定日縣有世界高峰——珠穆朗瑪峰。桑珠孜宗堡和江孜古堡都是曾經的政教中心。有扎什倫布寺、白居寺、薩迦寺等一批寺廟。有亞東口岸、樟木口岸和吉隆口岸。日喀則喜馬南麓六大名溝被稱為西藏小江南或西藏江南:亞東溝,陳塘溝,嘎瑪溝,絨轄溝,樟木溝,吉隆溝。2019年12月9日,經自治區人民政府研究,批準日喀則市謝通門縣、江孜縣、薩迦縣、薩嘎縣、拉孜縣、南木林縣退出貧困縣(區)。2020年10月,被評為全國雙擁模范城(縣)。
西藏省日喀則市珩磨氣缸筒經久耐用
<日喀則>九冶管業有限公司
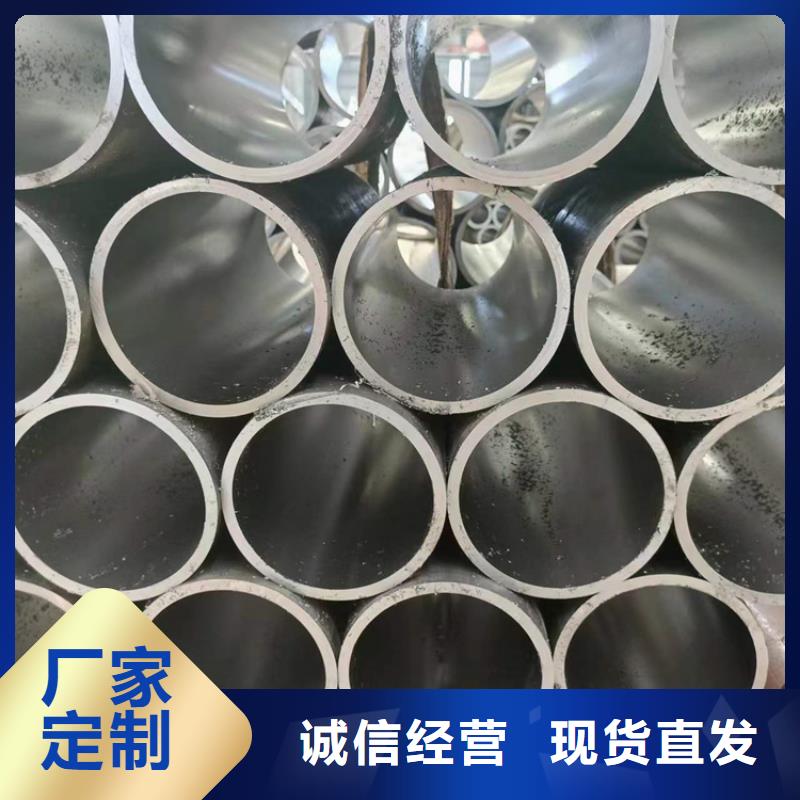
2.鑄件白口的高溫石墨化退火鑄件冷卻時,絎磨管表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500-550℃再出爐空冷。在高溫保溫期間 ,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。3.球鐵的正火球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力



小口徑絎磨管公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10,內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m小口徑絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。為進一步提高珩磨生產率,珩磨工藝朝著強力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發展。珩磨機油石工作壓力對珩磨切削性能影響很大,直接影響切削效率、珩磨油石磨損量和工件精度與粗糙度。當珩磨工作壓力大時,珩磨切削量和珩磨油石磨損量都大,加工精度和表面粗糙度也差。珩磨工作壓力小時,切削量和珩磨油石磨損量都小,加工精度和表面粗糙度則好

西藏省日喀則市珩磨氣缸筒經久耐用
總結 在西藏日喀則市采購珩磨氣缸筒經久耐用請認準安達液壓機械有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:高經理-17706353138,QQ:3573482096,地址:遼河路燕山路交叉口南500米東首)。