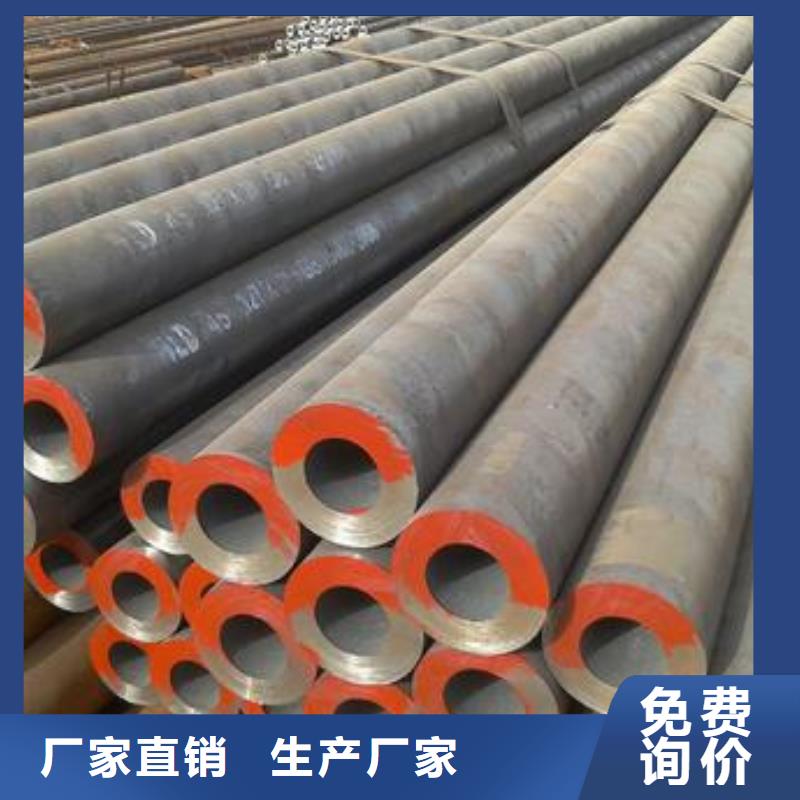





大口徑厚壁無縫鋼管一般是鋼液歷經環狀雙縫庫存積壓出去,隨后歷經拉申等工藝處理,使之無焊縫。大口徑厚壁鋼管廠普遍用以制做零部件和機械零件,如原油鉆具、傳動軸、自行車車架及其建造施工現場用的鋼鋼管腳手架等用鋼管制做環狀零件,可發展材料使用率,簡單化制做工藝流程,節約材料和生產加工綜合工時,已普遍用鋼管來制做。
熱扎就是加工硬化溫度之上開展的冷軋,而冷扎是加工硬化溫度下列開展的冷軋,不一樣的生產加工方式 有不一樣的特性,今日山東省大口徑厚壁鋼管生產廠家給大伙兒共享大口徑厚壁鋼管的熱處理和冷拉有什么不同?
1.熱扎是在加工硬化溫度之上開展冷軋,冷扎為在加工硬化溫度下列冷軋。
2.冷扎有的情況下也會出現升溫的,但溫度較為低,因為冷扎以后會造成冷作硬化,假如針對材料的成形規定較為高,也要開展淬火。
3.冷扎和熱扎一般是板才或是鋁型材,而冷拉一般是圓柱體橫截面的線纜。其他熱軋鋼板材一般是鋁合金成分較高,抗壓強度較高的不銹鋼板材,而冷扎則是低碳環保合金結構鋼的不銹鋼板材,歷經冷扎能夠 發展抗壓強度,保證 材料工藝性能。
無縫鋼管用途很普遍。一般用途的無縫鋼管由一般碳素鋼、低合金工具鋼或合金工具鋼冷軋,生產量數***多,關鍵作為運輸液體的管路或構造零件。


全國鋼坯價格呈現寬幅上漲走勢,目前唐山風向標鋼廠報3730元/噸,含稅出廠。下游鋼廠因利潤縮減自身生產積極性不高,對于鋼坯采購更是明顯減少,因此前半周鋼坯直發成交表現均不佳,資源被迫入庫現象較多,鋼坯庫存較上周增加6.98萬噸,倉儲現貨方面跟隨期貨走勢調整,報價方面比較混亂,實際上有貨的商家很少,本周現貨 成交價曾到達3920元含稅,隨著黑色系集體走勢偏強,厚壁無縫鋼管市場買漲不買跌心理發酵,鋼坯出貨有所好轉,直發成交轉向正常,且焦炭第九輪提漲,原料成本高壓以及鋼坯供應缺口存在都將支撐坯廠挺價,但考慮終端需求有限,本周漲幅較多,鋼坯再創年內新高,下游消化仍需時日,預計下周唐山鋼坯價格上漲空間有限,低位仍有支撐,整體幅度在30-50元。早盤開市,滬市建筑鋼材市場主流報價弱穩運行,部分資源仍有下調。今日西本指數下調130,報4750。國內熱卷價格繼續拉漲。現5.5mm國內重點城市熱軋價格5017元,較昨日漲78元,較上周同期漲548元。早盤開市,黑色系期卷沖高回落,國內厚壁無縫鋼管現貨市場報價繼續上攻,但漲幅有所收窄,主要城市較昨日拉漲30-150元左右,漲后低價資源略有成交,但整體顯觀望,據了解,目前國內市場資源依然偏緊,部分主流規格短缺現象嚴重,商家庫存壓力不大,對價格仍有一定的支撐,另外,從區域價差看,華北與華東持平,與華南差210元,區域流動性逐漸收窄,鋼廠方面迎來了一波二次補漲,其中河鋼熱軋二次調整再漲600元/噸,累漲1100元/噸,鋼廠挺價意愿較強,為熱卷價格提供了支撐,因此,預計短期國內熱卷市場價格高位震蕩。
昨日申城建材大幅下挫后,市場殺跌情緒得到釋放。夜盤期螺止跌企穩,商家情緒有所緩和。早間開市,本地主流資源弱穩運行,商家報價或穩或仍有下降,但幅度不大。然而今日成交表現一般,終端觀望情緒依然較濃。隨著淡季深入,需求表現難有好轉,短期市場或以震蕩盤整運行。期螺跌勢收窄,厚壁無縫鋼管現貨弱穩運行,商家觀望為主,短期本地建材價格將盤整運行。



金海金屬材料有限公司擁有 西藏日喀則結構無縫鋼管研發、生產、營銷、質檢、物流倉儲等完整的管理體系。立足于國內市場,以的品質和服務為廣大用戶提供值得信賴的 西藏日喀則結構無縫鋼管產品。 西藏日喀則結構無縫鋼管產品不斷創新,及時滿足市場需求。公司在合肥、上海和深圳建立了三個 西藏日喀則結構無縫鋼管生產基地,組建了遍及全國的銷售服務網絡。 專業成就品質,科技引領未來。公司本著“品質優異、客戶至上、誠實守信、和諧發展”的經營理念,愿與海內外客戶精誠合作,共贏發展。

厚壁無縫管的加工焊接的知識
現在,當人們選擇和不銹鋼管廠家購買時,他們選擇厚壁無縫管的原因更多。厚壁無縫管和一般鋼管有什么不同?大口徑無縫鋼管選用技術拉拔,非標尺寸加工無焊縫,可由一般20號鋼或不銹鋼制成。一般厚壁無縫管一般在加工進程中焊接,厚壁鋼管-厚壁無縫管-厚壁無縫鋼管-大口徑鋼管-大口徑無縫鋼管-聊城市通冶鋼鐵有限公司由不銹鋼制成。不銹鋼管的外觀在程一般是白色的,沒有刺繡。一般大口徑無縫鋼管的表面會有浮繡或紅棕色。不銹鋼是抵御腐蝕的,而且比一般鋼管有更好的光潔度。厚壁無縫管是一種截面中空,非標尺寸加工導致工件在拋光的時分不能充沛拋光,非標尺寸加工越經濟實用。壁厚越薄,其加工本錢越高。產品的進程選擇了其有限的功用。一般來說,鋼管精度低:壁厚不均勻,管表里亮度低,定徑本錢高,管表里麻點和黑點難以去除。其檢測和整形有必要離線處理。
為什么會這樣呢?我們要考慮自己一次性拋光的厚壁鋼管工件的數量是多少。雖然不銹鋼電解拋光設備能夠批量拋光,但是同槽拋光的不銹鋼工件數量過多是會影響拋光作用的,導致工件在拋光的時分不能充沛拋光,電流的分布不能夠均勻。一旦拋光時的電流分布不均勻就會導致精密大口徑無縫鋼管外表部分無光澤。因而在拋光的時分要根據拋光槽的大小來挑選適合數量的工件。其次還要考慮在拋光的時分不銹鋼工件是不是堆疊在一起了,導致有些部位沒有被拋光。因而我們在批量拋光的時分除了要控制住拋光工件的數量外,還要合理擺放不銹鋼工件,做到工件不堆疊。除了上面兩個原因外,厚壁鋼管的外表上有水珠,油脂等污跡時也會影響拋光作用。運用不銹鋼電解拋光設備的操作人員要熟知運用方法和操作技巧,這樣才調確保拋光出的工件質量合。
