







下列因素會影響球墨鑄鐵管孔徑的大小:
1、碳當量:行進碳量,增大了石墨化縮短,可削減縮孔縮松。
2、磷:鐵液中含磷量偏高,使凝聚規劃擴展,一起低熔點磷共晶在終凝聚時得不到補給,以及使鑄件外殼變弱,因此有增大縮孔、縮松發作的傾向。一般工廠操控含磷量小于0 08%。
3、稀土和鎂:稀土剩下量過高會惡化石墨外形,下降球化率,因此稀土含量不宜太高。而鎂又是一個激烈安穩碳化物的元素,妨礙石墨化。
4、壁厚:當鑄件表面構成硬殼以后,內部的金屬液溫度越高,液態縮短就越大,則縮孔、縮松的容積不只 值增加,其相對值也增加。
5、溫度:澆注溫度高,有利于補縮,但太高會增加液態縮短量,抵縮孔、縮松倒霉,所以應依據具體情況合理選擇澆注溫度,一般以1300~1350℃為宜。
6、砂型的緊實度:若砂型的緊實度太低或不均勻,致使澆注后在金屬靜壓力或縮短力的效果下,發作型腔擴展的現象,致使本來的金屬不行補縮而招致鑄件發作縮孔縮松。
7、澆冒口及冷鐵:若澆注系統、冒口和冷鐵設置不當,不能保證金屬液次序凝聚;別的,冒口的數量、巨細以及與鑄件的聯接當否,將影響冒口的補縮效果。
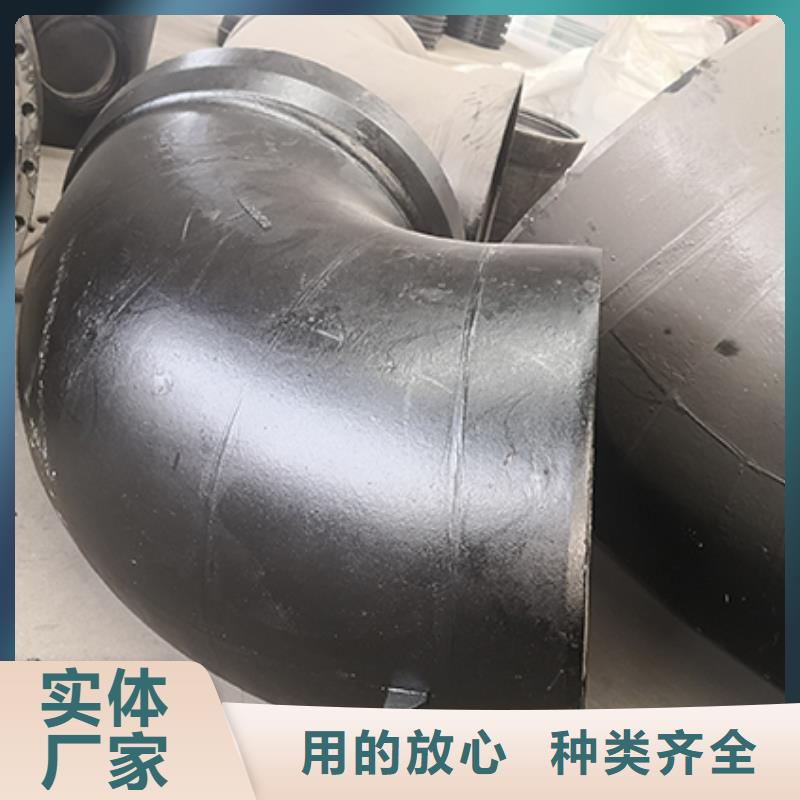
球墨鑄鐵管配件
球墨鑄鐵管我們已經很了解了,一種管道,可以用在很多地方,安裝球墨鑄鐵管可不是一個簡單的活,我們需要注意很多事項,具體有哪些呢?我們可以了解一下!
1.把鑄鐵管口的雜物進行清理并且擦洗干凈。
2.清洗膠圈和上膠圈。把膠圈上的臟東西清洗干凈,并且將其彎成梅花形或者8字形裝到承口槽內,并且用手沿著整個膠圈按壓一遍,或者用橡皮錘砸實,以保證膠圈的各個部分不翹不扭,均勻的卡在槽內。
3.把那個插口外表面和膠圈上面弄些潤滑劑,均勻的涂刷在外圍。
4.將鑄鐵管下到槽底。
5.安裝機具設備,把準備好的設備安裝好,然后避免再次污染。
6.檢查安裝的位置是否符合要求。
球墨鑄鐵管配件
球墨鑄鐵管配件也稱鑄鐵管與球墨鑄鐵管,球墨管是由生鐵制成。按其制造方法不同可分為:砂型離心承插直管、連續鑄鐵直管及砂型鐵管。按其所用的材質不同可分為:灰口鐵管、球墨鑄鐵管及高硅鐵管。鑄鐵管多用于給水、排水和煤氣等管道工程。
1、給水鑄鐵管
(1) 砂型離心鑄鐵直管
砂型離心鑄鐵直管之材質為灰口鑄鐵,適用于水及煤氣等壓力流體的輸送。
(2) 連續鑄鐵直管
連續鑄鐵直管即連續鑄造的灰口鑄鐵管,適用于水及煤氣等壓力流體的輸送。
2、排水鑄鐵管
普通排水鑄鐵承插管及管件。柔性抗震接口排水鑄鐵直管,此類鑄鐵管采用橡膠圈密封、螺栓緊固,在內水壓下具有良好的撓曲性、伸縮性。能適應較大的軸向位移和橫向由撓變形,適用于高層建筑室內排水管,對地震區尤為合適。
球墨管的制作標準:
一、嚴厲要求化學成分,對原鐵液要求的碳硅含量比灰鑄鐵高,降低球墨鑄鐵中錳,磷,硫的含量
二、鐵液出爐溫度比灰鑄較鐵更高,比賠償球化,孕育處置時鐵液溫度的損掉
三、進行球化處置,即往鐵液中添加球一化劑
四、進行孕育處置五球墨鑄鐵活動性較差,縮短較大,因而需求較高的澆注溫度及較大的澆注系統尺寸,多使用冒口,冷鐵,采用挨次凝結準則
五、進行熱處置生鐵是含碳量大于2%的鐵碳合金,工業生鐵含碳量普通 在2.5%--4%,并含C、SI、Mn、S、P 等元素是用鐵礦石經高爐冶煉的產物。依據生鐵里碳存在形狀的分歧,又可分為煉鋼生鐵、鍛造生鐵和球墨鑄鐵等幾種。生鐵功能:生鐵堅固、耐磨、鍛造性好,但生鐵脆,不克不及鍛壓。

球墨鑄鐵管配件前兩個主要由化學傳感器檢測,通常是在使用組件或系統的過程中。如果有合適的傳感器,這種方法比較簡單。球墨鑄鐵管的氣密性試驗需覆蓋在鑄鐵管內。如果發生滲漏,***需要清理土壤,破壞混凝土,這將不可避免地影響工程的進度。通常我們采用以下幾種方法對球墨鑄鐵管進行氣密性檢查:常用的氣密性試驗方法有氣泡法、涂抹法、化學示蹤氣體檢漏法、壓力變化法、流動法、超聲波法等。傳統的泄漏檢測方法是氣泡法和污點法。氣泡法是將工件浸入水中,用壓縮空氣填充,然后從中收集氣泡以測量泄漏量。涂抹法是一種能在工件表面產生一定壓力的肥皂、水等氣泡,并觀察氣泡情況來檢測泄漏尺寸的液體。操作簡單,這兩種方法可直接觀察區和滲漏的情況,但因為我事先不知道工件的泄漏定位和幾個泄漏,很難收集所有的氣泡,影響測量的準確度;其次,對大型、笨重和復雜的部分,氣泡附著零件的底和折疊,不易觀察。試驗結束后,對工件進行清洗干燥,不能實現自動定量檢漏。
