



衢州異型管電阻率:在單位長度立方體材料的兩對面之間測量的電阻,單位用Ω/mμΩ/cm或(已廢的)Ω/(circular mil.ft)來表示。
衢州異型管磁導率:無量綱系數,表示物質易被磁化的程度,是磁感應強度與磁場強度之比。
衢州異型管熔化溫度范圍:確定合金開始凝固和凝固完了的溫度。
衢州異型管比熱:單位質量的物質溫度改變1度所需要的熱量。
在英制和CGs制中二者比熱的數值相同,因為熱量的單位(Biu或cal)取決于單位質量的水升高1度聽需的熱量。
國際單位制中比熱的數值與英制或CGS制是不同的,因為能量的單位(J)是按不同的定義定的。
比熱的單位是Btu(1b/0F)及J/(kg /k)。
衢州異型管熱導率:物質導熱的速率的量度。
在單位截面積物質上建立單位長度上的1度的溫度梯度時,那么熱導率定義為單位時間傳導的熱量熱導率的單位為 Btu/(h/ft/0F)或w/(m /K)。
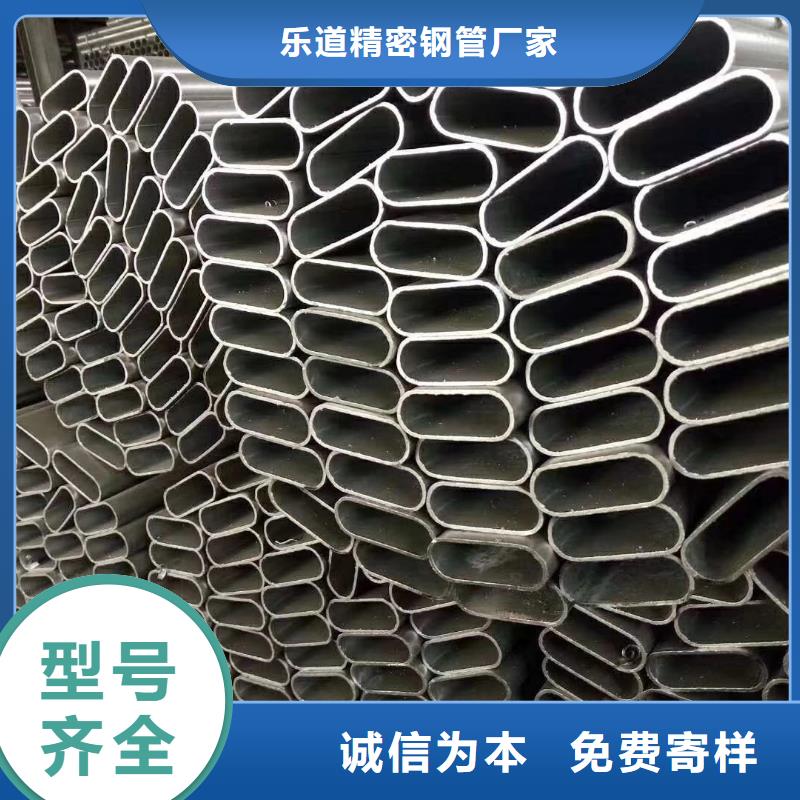
衢州異型管可用焊接或軋制兩種方法生產。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產品性能均勻、尺寸規格受限制等缺點。
因此,衢州異型管以軋制方法生產為主。在現代化的軋鋼生產中,使用 軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下。
這樣就需要在 機架后設置軋邊端機,俗稱軋邊機,衢州異型管以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次,或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組。
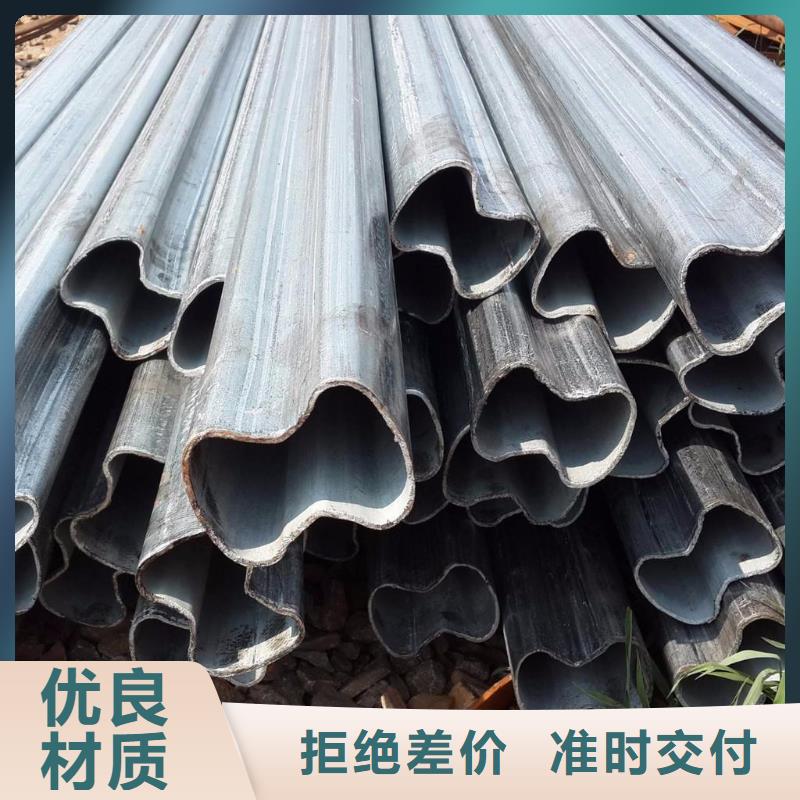
衢州異型管變形主要是焊縫收縮力大于母材強度造成的。
【1】衢州異型管只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在 段起弧處。
【2】衢州異型管采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
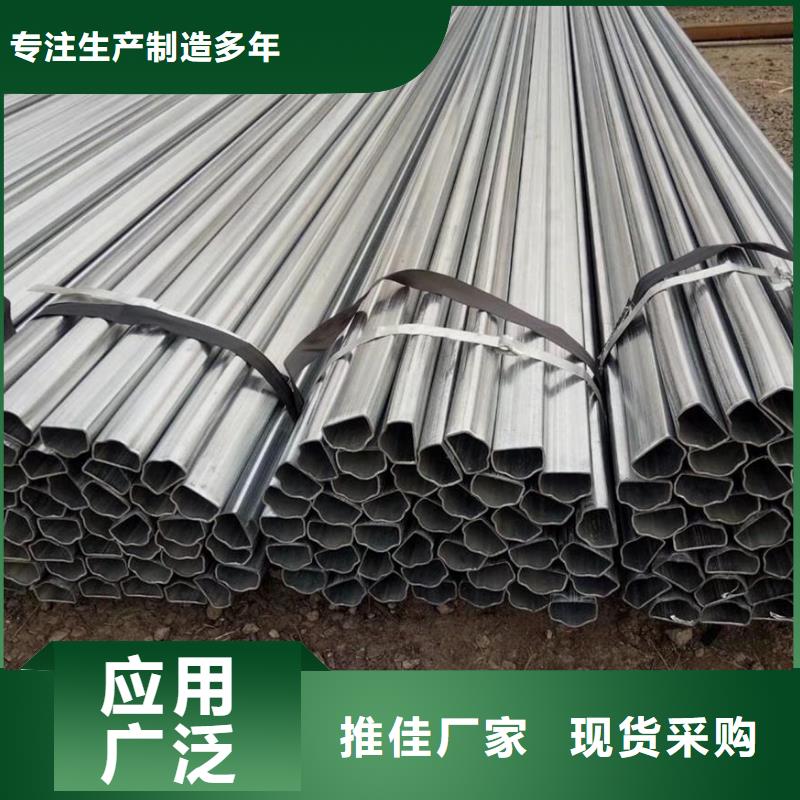
【3】衢州異型管有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方: 次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。 異型管是帶鋼經過工藝處理卷制而成。一般是把帶鋼經過拆包異型鋼管制成方形管然后剪切成需要長度。一般是50根每包。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、鍍鋅方矩管壁厚的允許偏差,當壁厚不大于10mm時不得超過公稱壁厚的正負10%,當壁厚大于10mm時為壁厚的正負8%,彎角及焊縫區域壁厚除外。2、鍍鋅方矩管的彎曲度每米不得大于2mm,異型鋼管長度的0.15%。3、鍍鋅方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000mm居多。方矩管允許交付不小于異型鋼管產品,也可以接口管形式交貨,但需方在使用時應將接口管切除。短尺和非定尺產品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應不超過總交貨量的11%。
衢州異型管熱擴散率:是確定物質內部溫度前遷速率的一種性能,是熱導率對比熱和密度乘積的比值熱擴散率單位以Btu/(h?ft?0F)或w/(m?k)表示。
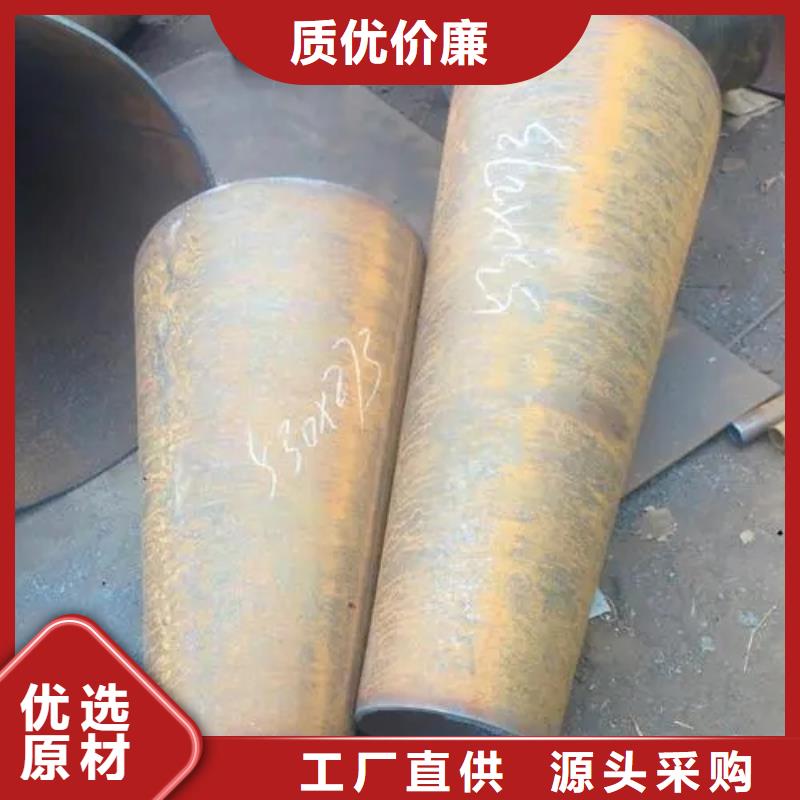
衢州異型管的酸洗 一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且易對環境造成污染。
衢州異型管工具除銹 主要使用鋼絲刷等工具對鋼材外表進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊聊城異形鋼管廠渣等。手動工具除銹能達異形鋼管到Sa2級,動力工具除銹可達到Sa3級,若鋼材外表附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度
異形鋼管清洗 利用溶劑、乳劑清洗鋼材外表,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除鋼材外表的銹、氧化皮、焊藥等,因此在防腐生產中只作為輔助手段。
