




為了給您提供更的管母線,銅絞線生產經驗豐富產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:管母線,銅絞線生產經驗豐富的圖文介紹
辰昌盛通金屬材料(泉州市分公司)現在將以客戶為關注焦點,堅持“以可持續發展為導向,創新求實;以滿足 紫銅排客戶為永遠追求,信譽至上”的企業宗旨,開拓創新,在合作中不斷進取,與時俱進,加強改進,開創更加輝煌的明天。 經營理念:以人為本,開拓創新,持續改進,追求卓越。 質量方針:弘揚品質精神,構建完善的 紫銅排質量管理體系,把品質戰略貫穿于公司工作的各個細節中。



鋁鎂合金管型 管母線外殼采用鋁鎂合金管型 管母線合金材料沖壓,具有良好的延展性、同城密度低、同城導電、同城傳熱性、同城抗腐蝕、同城外形美觀等特點,被廣泛應用于儀器、同城儀表、同城電子、同城通信、同城自動化、同城傳感器、同城智能卡、同城工業控制、同城機械等行業。那么鋁鎂合金管型 管母線外殼怎么區分壓鑄鋁鎂合金管型 管母線和擠壓鋁鎂合金管型 管母線呢?下面忠藝隆小編就針對這個問題來為大家介紹下。擠壓的原理是對擠壓筒中的鋁鎂合金管型 管母線棒施加壓力,使接近熔點的鋁鎂合金管型 管母線棒通過模具的模孔擠出模孔的形狀。所以擠壓鋁鎂合金管型 管母線型材相當于一個二維平面的延伸,理論上來說這個平面可以無限延伸。但是由于設備的長度限制,長料的后期操作困難,一般擠壓鋁鎂合金管型 管母線型材不超過6米長。然后根據實際使用尺寸進行切割。而壓鑄的原理是將鋁鎂合金管型 管母線合金完全熔化然后注入到三維的鋁鎂合金管型 管母線外殼模具中,并保持一定的壓力,冷卻后打開模具,一個壓鑄鋁鎂合金管型 管母線合金外殼就完成了。壓鑄鋁鎂合金管型 管母線外殼的外觀種類更豐富。從以上可以看出來擠壓鋁鎂合金管型 管母線外殼只能在二維的截面改變形狀,而壓鑄鋁鎂合金管型 管母線外殼可以在三維的任意部位改變形狀。壓鑄鋁鎂合金管型 管母線可以做成一個中空的球,而擠壓鋁鎂合金管型 管母線只能做成中空的圓管,它的兩頭是通的。所以擠壓鋁鎂合金管型 管母線外殼兩頭會采用封蓋或者鋁鎂合金管型 管母線板封起來。而壓鑄鋁鎂合金管型 管母線外殼可以做成一個盒子的形狀,上面用蓋板蓋住。但是我們擠壓鋁鎂合金管型 管母線型材外殼還是比壓鑄鋁鎂合金管型 管母線外殼要常見,這是為什么呢?因為壓鑄鋁鎂合金管型 管母線模具費昂貴,并且生產效率不及擠壓鋁鎂合金管型 管母線型材,加工費也比較高。在一些需要防水密閉的情況下會需要用到壓鑄鋁鎂合金管型 管母線外殼。
[轉載需保留出處 –



直流電陽極氧化,交流電陽極氧化,脈沖電流陽極氧化。按電解液分有:硫酸、草酸、鉻酸、混合酸和以磺基有機酸為主溶液的自然著色陽極氧化。按膜層性子分有:普通膜、硬質膜(厚膜)、瓷質膜、光亮修飾層、半導體作用的阻擋層等陽極氧化。鋁鎂合金管型母線及鋁鎂合金管型母線合金常用陽極氧化方法和工藝條件見表。其中以直流電硫酸陽極氧化法的應用為普遍。上海鋁鎂合金管型母線氧化鋁鎂合金管型母線及鋁鎂合金管型母線合金常用陽極氧化方法:系列名稱電解液組成電流密度A/dm2電壓V溫度/度時間min顏色膜厚μm備注硫酸Alumilite(美)硫酸,10%-20%DC1--30透明5-30易著色,耐蝕硫酸交流法硫酸,12%-15%AC3-4.-40透明10-25作油漆底層硫酸硬質膜硫酸,10%-20%DC2-4.523-100±260以上灰色34-150耐磨隔熱草酸英美法草酸,5%-10%DC1-1.550-653010-30半透明15氧化鋁鎂合金管型母線膜(日)草酸,5%-10%AC1-280-12020-2920-60黃褐色6-18日用品裝飾,耐蝕,耐磨DC0.5-125-30半透明EloxalGxh(德)草酸,3%-5%DC1-240-6018-20,40-60黃色10-20用于純鋁鎂合金管型母線耐磨EloxalGxh(德)DC1-230-453520-30幾乎無色6-10膜薄、軟,易著色EloxalWx(德)AC2--60淡黃色10-20適用于鋁鎂合金管型母線線EloxalWGx(德)AC2--30淡黃色6-20Al—Mn合金DC1-240-60硬質厚膜草酸AC1-以上黃褐色約20以上較硫酸膜厚約在600μm下高耐磨
管母線


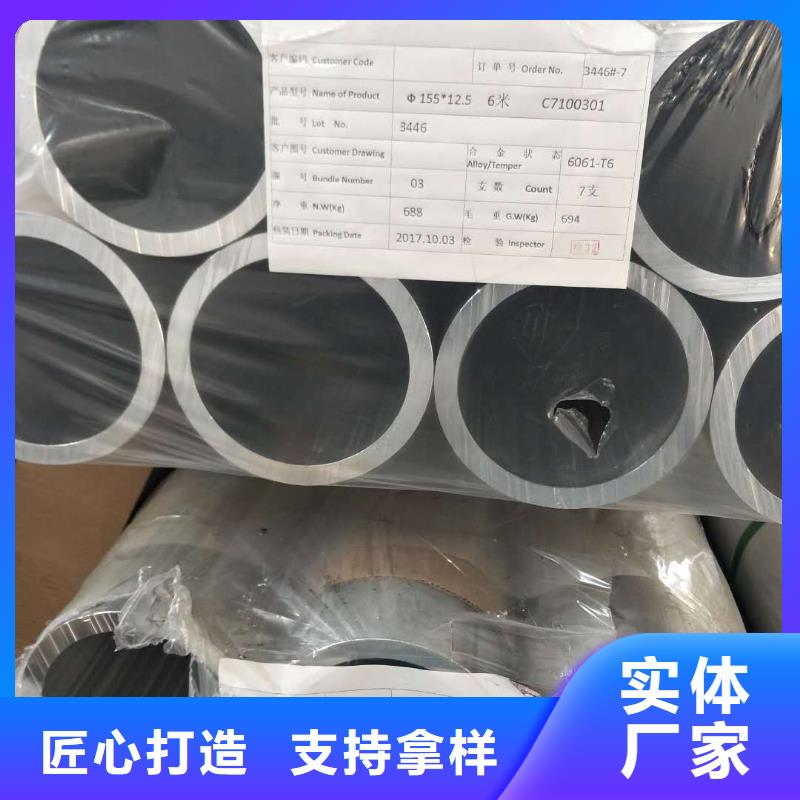
市面上的鋁鎂合金管 管母線大部都是采用常規組合模焊合擠壓工藝生產,無法完全避免焊合線,特別是氧化后容易有暗線。擠壓生產中采用短圓棒、當地高溫、當地慢速的擠壓工藝,尤其要控制好“三溫”,鋁棒、當地擠壓筒、當地和模具要保持干凈,時效時間和溫度根據管壁的厚度個管徑的大小作適當的調整就可以了。目前使用的鋁鎂合金管 管母線擠壓機包括擠壓箱和氣缸,將加熱后的鋁塊從進料口投入到擠壓箱內,氣缸開始工作使擠壓梁推動鋁塊朝著擠壓模移動,高溫狀態下的鋁塊具有很好的塑性,當鋁塊溫度降低后塑性也會降低,在擠壓梁一定的壓力和速度作用下,擠壓墊推動鋁塊產生塑性流動從擠壓模中擠出,從而獲得所需斷面形狀及尺寸的鋁鎂合金管 管母線;在擠壓過程中,鋁塊在擠壓變形區中處于強烈的壓力狀態,可以充分發揮其塑性,獲得大變形量,同時擠壓變形可以改善金屬材料的組織,提高其力學性能,特別是對于具有擠壓效應的鋁塊,其擠壓制品在淬火時效后,縱向(擠壓方向)力學性能遠高于其他加工方法生產的同類產品,擠壓加工還具有很大的靈活性,只需更換擠壓模就可以在同一臺設備上生產形狀、當地尺寸規格和品種不同的產品,且更換擠壓模的操作簡單方便、當地費時小、當地效率高。但是對于一些雙層無縫鋁鎂合金管 管母線的成型仍存在很大的問題。因此,有必要對這種情況進行改善。無縫鋁鎂合金管 管母線一般是是采用穿孔擠壓方法,由于無縫鋁鎂合金管 管母線具有比重小、當地易加工,機械強度大等特點,其實,無縫鋁鎂合金管 管母線的制作過程要求是比較嚴格,比較精細的。但是在制作的時候應該注意一些問題,才能生產出質量過關的無縫鋁鎂合金管 管母線。下面就與大家分享一下無縫鋁鎂合金管 管母線制作過程中需要注意的問題及一些成功的實際經驗。大的無縫鋁鎂合金管 管母線,一般都是熱擠壓成形的,然后經過后續的實效處理。而小的無縫鋁鎂合金管 管母線,可以熱擠壓也可以冷拉伸,然后經過后續的實效處理。無縫鋁鎂合金管 管母線制作過程中產生的氧化鋁水合物需要連續擠壓,在擠壓過程中劇烈脫水形成砂眼。為了防止無縫鋁鎂合金管 管母線上的砂眼,擠壓用圓鋁桿本身不得有軋制裂紋;不得存放于潮濕的環境中,清洗液中氫氧化鈉含量在百分之三十左右為宜,要嚴格控制清洗液中的鋁離子含量。



