


更新時間:2025-02-16 02:37:07 瀏覽次數:9 公司名稱: 恒豐塑業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 110 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 單位面積400-600g/m | 厚度0.25-0.35mm |
| 單位面積700-1000g/m | 厚度0.30-0.50mm |
| 撕裂伸長率 | 30-100% |
| 剝離強度 | ≥6N/cm |
| 厚度 | 0.1mm-3.0mm |




土工膜是一種以高分子聚合物為基本原料的防水阻隔型材料。
土工膜主要分為: 低密度聚乙烯(LDPE)土工膜、高密度聚乙烯(HDPE)土工膜和EVA土工膜。
1.幅寬、厚度規格齊全。
2.具有優良的耐環境應力開裂性能及優良的耐化學腐蝕性能。
3.優良的耐化學腐蝕性能。
4.具有較大的使用溫度范圍和較長的使用壽命。
5.使用于垃圾填埋場、尾礦儲存場、渠道防滲、堤壩防滲及地鐵工程等 [1] 。
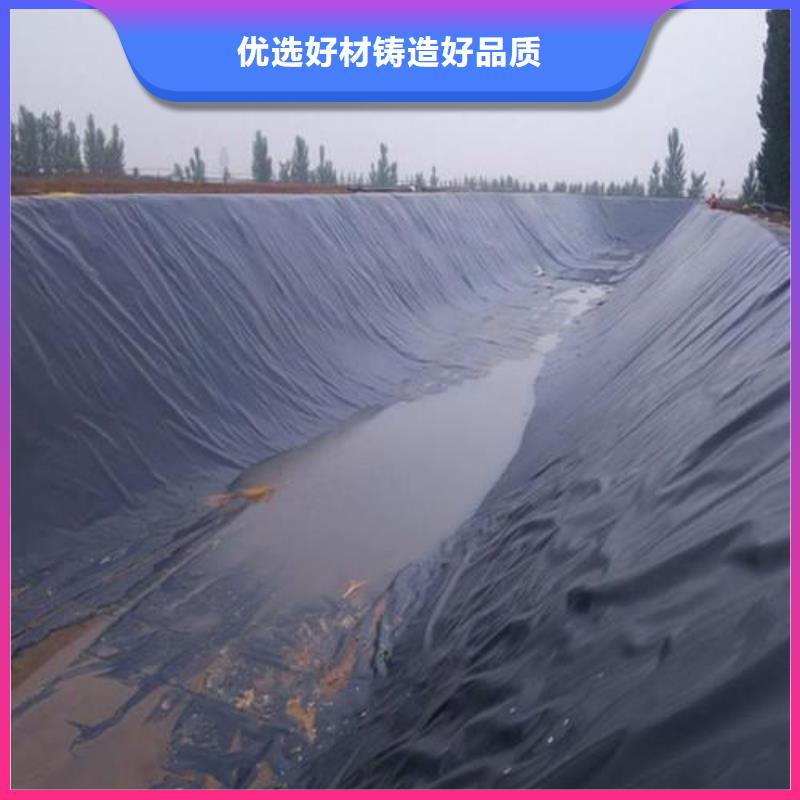
機理
土工膜施工現場
其主要機理是以塑料薄膜的不透水性隔斷土壩漏水通道,以其較大的抗拉強度和延伸率承受水壓和適應壩體變形;而無紡布亦是一種高分子短纖維化學材料,通過針穿或熱粘成形,具有較高的抗拉強度和延伸性,它與塑料薄膜結合后,既能增大塑料薄膜的抗拉強度和抗穿刺能力,而且由于無紡布表面粗糙,增大了接觸面的摩擦系數,有利于復合土工膜及保護層的穩定。同時,它們對細菌和化學作用有較好的耐侵蝕性,不怕酸、堿、鹽類的侵蝕,在避光使用情況下,使用壽命長。



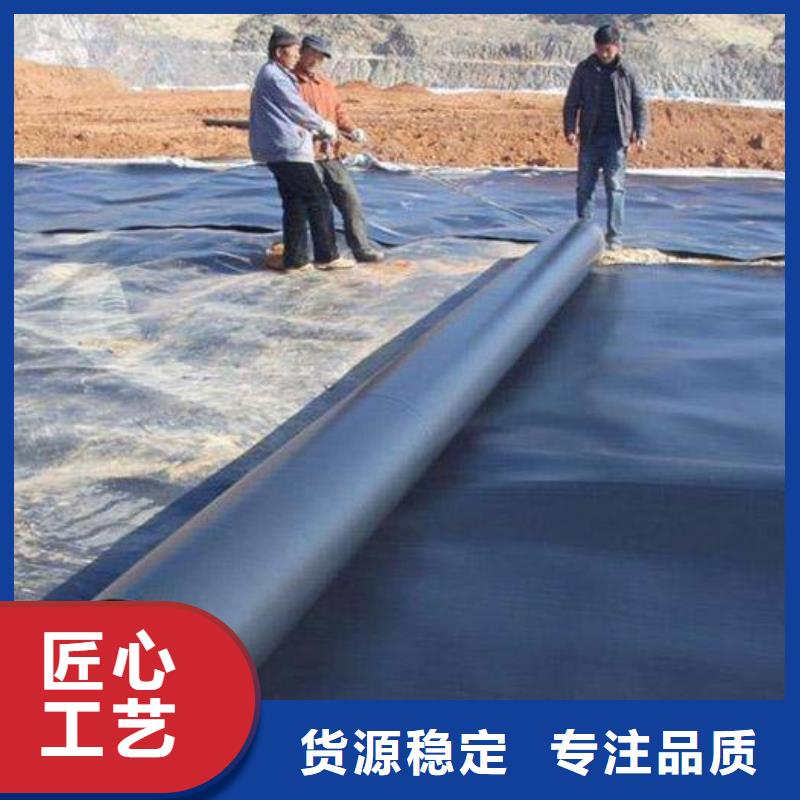
HDPE土工膜施工技術要求
1、HDPE土工膜鋪設和焊接施工宜在氣溫5℃以上,風力4級以下并無雨、無雪天氣進行。
2、HDPE土工膜施工工藝按以下順序進行:土工膜鋪設→搭齊焊接縫→焊接→現場檢測→修補→再檢→回填土。
3、膜與膜之間接縫的搭接寬度不小于80毫米,通常應使接縫排列方向平等于 坡度線,即沿坡度方向排列。
4、HDPE土工膜在鋪設中,應盡量避免產生人為的折皺。鋪設HDPE土工膜時,應根據當地氣溫變化幅度和HDPE土工膜的性能要求,預留出溫度變化引起的伸縮變形量,另外根據現場地形和土工膜鋪設的情況應預留土工膜的伸縮量,以適應地基不均勻沉降。
5、HDPE土工膜鋪設后,應盡量減少在膜面上行走,搬運工具等,凡能對HDPE土工膜造成危害的物件,均不應放在土工膜上或攜帶在土工膜上行走,以免對HDPE膜造成意外損傷。
6、HDPE膜施工現場的所有人員都不能抽煙,不得穿帶鐵釘的鞋或高跟硬底鞋到膜面上行走,不允許從事有可能破壞防滲膜的一切活動。
7、HDPE土工膜鋪設完畢,未覆蓋保護層前,應在膜的邊角處每隔2-5m放1個20-40Kg重的沙袋,防止土工膜被風刮起。
8、HDPE土工膜應自然,與支持層貼實,不應折褶、懸空。
9、土工膜分段施工時,鋪設后應及時完成上層覆蓋,裸露在空氣中的時間不應超過30天。
10、HDPE土工膜錨固須根據設計進行施工,工程中地形較復雜的地方,施工單位提出其它的錨固方式,應征得設計單位和監理單位的同意后方可進行。


恒豐塑業有限公司在多年的 廣西欽州玻纖土工格柵經營中以快捷、和完善的售后服務,贏得了廣大用戶的贊同。在 廣西欽州玻纖土工格柵市場競爭日益激烈的本日,在發揮自身優勢的同時,將借鑒成功企業的經驗,不斷完善自己,合理調整經營策略,力求適應 廣西欽州玻纖土工格柵市場。 我們將堅持質量,信譽至上的宗旨,高層次、高質量、高標準服務于社會。依托完善的現代企業管理和質量體系及先進的質量檢測手段,為中外新老客戶提供超優質的 廣西欽州玻纖土工格柵產品和服務!



HDPE土工膜焊接要求:
1、HDPE土工膜焊縫搭接面不得有污垢、沙土、積水(包括露水)等影響焊接質量的雜質存在,在焊接時應清理干凈。
2、每天焊接開始時(清晨及午休后),必須在現場先進行試焊,合格后再進行正式焊接。
3、HDPE土工膜的焊接宜采用雙軌熱熔焊機焊接,擠壓焊或熱風槍接僅用在修復、覆蓋或熱熔焊機達不到的地方。
4、施工時應根據氣溫和材料性能,隨時調整和控制焊機工作溫度、速度。
5、焊縫處HDPE膜應熔結為一個整體,不得出現虛焊、漏焊或超量焊。聯接的兩層HDPE土工膜必須搭接平展、舒緩。
焊縫質量控制
隨著施工的進度,要求及時檢查HDPE膜焊接質量,對漏焊、虛焊部位隨時用熱風槍或塑料焊槍補焊,具體做法如下:
檢測按三個步驟進行,即目測、充氣檢測及破壞試驗。
目測:看兩條焊縫是否平整、清晰、無皺、透明無接渣、氣泡、漏點、熔點或焊縫定包邊等。
目測主要是對鋪設的土工膜外觀、焊縫質量、T型焊接、基底雜物等進行細致的檢查,所有施工人員對這一工作都應貫徹在全部施工過程中。
對所有焊縫的嚴密性除目檢外,還應采用真空檢測,對無法進行真空檢測的部位更應加強自檢。
充氣壓檢測的充氣強度為0.25Mpa,2分鐘不漏氣,考慮到卷材較柔軟易變形,允許壓力下降20%
在雙軌焊縫上所取的樣塊進行拉力測試時,其標準為在做剝離和剪切試驗時,焊縫沒被撕裂開而母才被撕拉破壞,此時焊接合格,如果試樣不合格,則應在原焊縫上再取第二塊,連取三塊不合格時,則應對整條焊縫作返工處理。
經測試合格的樣塊,送業主、總承包人及相關單位存檔。
對于在目測、充氣檢測、破壞試驗中所發現的缺陷,應及時修補,不能立刻修補的,要做好標記,以防止在修補時遺漏。
外觀檢查,發現膜面有孔眼等缺陷損及焊接過程中出現的漏焊、虛焊、破損等情況下,應及時用新鮮的母材修補,補疤每邊超過破損部位10-20cm。并做好記錄。
對于修補后的焊縫,一般要進行詳細目測檢查,確認修補可靠后再進行放行!!


對工程負責·讓客戶滿意
聯系人 徐巧巧 18764816303


