


想要直觀了解數控等離子切割機激光切割機2000w現貨交易產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:數控等離子切割機激光切割機2000w現貨交易的圖文介紹

數控等離子切割機噴嘴高度
數控等離子切割機噴嘴高度是指噴嘴端面與切割表面的距離,它構成了整個弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會使弧長增加并導致電弧電壓加大,從而使電弧功率提高;但同時也會使暴露在環境中的弧長增長,弧柱損失的力量增多。
在兩個因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會使有效的切割力量減小,致使切割能力降低。通常表現是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現圓角等。另外,從等離子射流的形態方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對提高切割速度和切割質量都是有益的,但是,噴嘴高度過低時可能會引起雙弧現象。采用陶瓷外噴嘴可以將噴嘴高度設為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。

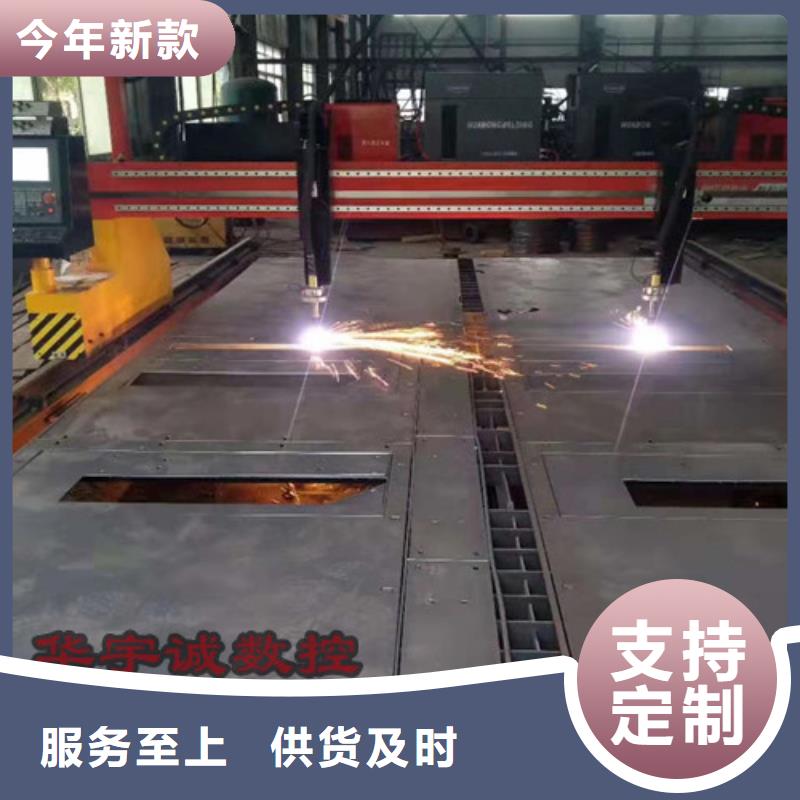
數控等離子切割是集數控、等離子和逆變電源技術于一體的高新技術,相對數控火焰切割具有切割速度快、效率高、切割面質量好、切割尺寸、工件熱變形小等優點,在鐵路、船舶、航空和機械制造等制造業中得到廣范應用。目前,制備車間有兩臺數控等離子切割設備,主要用于長大配件、形狀復雜的異形工件的切割下料,尤其是在當前公司小批量多品種訂單較多的生產形勢下,數控等離子切割的優勢愈加明顯。本文主要針對數控切割過程中出現的常見質量問題進行原因分析,并提出了解決和控制措施。1.數控等離子切割的工作原理數控等離子切割是以高溫、高速的等離子弧為熱源,以壓縮氣體為工作介質 , 通過被壓縮氣體電離形成高溫、高速的等離子電弧 , 將被切割的金屬或非金屬局部熔化(或蒸發),同時用高速、高壓氣流將已熔化的金屬或非金屬“吹離”基體而形成狹窄而光潔切口的一個過程,如圖1所示。圖片圖 1 數控等離子切割示意2.影響數控等離子切割的因素分析與控制措施數控等離子切割常見的質量缺陷有:穿孔缺陷、切割變形、熔渣、斷面傾斜以及波紋等。而在實際生產中影響切割質量的因素主要有:切割程序代碼、原材料平面度及內應力、起收弧缺陷、切割速度、切割順序、弧壓高度等,這些因素控制不當都會產生質量缺陷,因此如何采取控制措施質量缺陷是我們需要解決的主要問題。(1)切割程序代碼 數控等離子切割是通用數控程序代碼來實現產品加工的,因此程序代碼的正確與否,直接影響產品切割質量。在車間以往的切割生產中,曾發生過因程序代碼錯誤和錯誤調用產生的質量問題。控制措施:解決這一問題就要從源頭上加以控制,一是增加數控程序的校核過程,確保切割代碼正確性;二是建立程序和圖紙的資源庫,減少因多次編制造成的錯誤概率增加;三是對程序進行統一編號,規范管理,如:利用物料代碼的性對程序進行編碼,可以避免因程序調用錯誤產生質量問題。(2)原材料的不平度和內應力 原材料的不平度和內在應力,對切割質量的影響非常大。目前車間使用的大部分原材料在切割前都要經過預處理線拋丸除銹和底漆噴涂,尤其是2~8mm的卷板,在經過拋丸處理以后,內部應力分布不均勻,板材會產生不同程度的變形,影響數控等離子切割的尺寸精度。控制措施:針對原材料不平度和內應力,可以在切割前,對原材料增加一道校平工序,進一步釋放板材內在應力,一般將板材的平面度控制在≤2mm/m2,能夠有效保證切割產品質量。(3)起收弧缺陷 起收弧缺陷是等離子切割件中常見的切割缺陷。起弧缺陷一般是由板料不平、工件切割過程中發生變形或位移,起弧線、補償值設置不合理等原因造成的。由于板料不平,工件和母板脫離時會向下掉落,掉落瞬間會被等離子流灼傷,造成起弧缺陷。控制措施:根據實際情況設置提前收弧時間,使工件掉落時剛好停弧或者在編程時去掉引出線。另外對于工件切割過程中發生變形或位移,產生的起收弧微小缺陷可以通過設置四分之一圓弧的起收弧線來彌補。(4)切割速度 切割速度主要是影響切割斷面的斜度和波紋。切割速度加快會導致切口斜度變大,過快會在切口處出現波紋和毛刺,甚至會無法切透或斷弧。切割速度過慢也會出現毛刺,并會使切縫變寬,影響工件尺寸與質量,降低了切割效率。控制措施:數控等離子切割不同厚度的鋼板時,需選擇不同型號割嘴和耗材,同時也對應著不同的切割速度和切割參數設置。附表是本人針對精細等離子切割機整理的常用板材選擇割嘴和切割速度。精細等離子常用板材切割速度圖片(5)切割順序 切割順序的選擇對于保證切割質量也非常關鍵。尤其是在多種配件數控套裁下料時,切割順序的選擇將影響整張板材的成品率。在車間D11配件生產中,就出現了因切割順序選擇不當造成母材變形產生位移,使后續產品無法完成切割情況。控制措施:切割順序選擇應遵循先內后外,先小后大的原則;即先切割工件內輪廓,后切割外輪廓;先切割母材中面積小的零件,后切割大尺寸的零件,可使尺寸大的零件周邊的材料質量變輕,有利于減小大尺寸零件切割時產生的熱變形偏差;此外,在能保證的切割質量的前提下,應盡量選擇近的切割路線。(6)弧壓高度控制 弧壓高度是指在切割過程中等離子割炬與工件表面的高度距離,弧壓的高度主要會影響工件切口的斷面質量,因此弧壓控制也很重要,控制不當會導致斷弧或熔切不透。控制措施:在實際切割過程中 ,調整割炬高度與電弧壓力:割炬高度一般應在 3~6mm 之間,根據實際板厚與板料的不平度情況微調割炬高度與電弧壓力,在其他因素不變的情況下可減小切口的斜度,改善切口質量,減少斷弧率,達到更加理想的效果。、3.結語綜上所述,根據數控等離子切割工藝的特點和規律,通過采取得當措施就可減少切割缺陷、控制切割質量。總之,數控等離子切割機的切割質量控制除了以上提到的因素外還有其它影響因素,需要我們在實際操作中總結經驗并不斷改進。隨著數控技術自動化、柔性化、集成化、高速化的發展,我們相信數控切割技術的應用會越來越廣泛,而數控等離子切割技術也將會越來越完美。


數控等離子切割機一臺需要多少錢 相信大部分廠家負責采購數控等離子切割機的人員在了解功能實操后,想要了解的就是整體的市場價格,那么數控等離子切割機的價格是多少呢?讓我們跟隨工作人員一起來了解一下吧。激光切割機市面上大部分的數控等離子切割機的價位在一萬到六萬不等,有的能到大幾十萬。價格的話首先要與它基本上研發團隊與技術相關。現階段,市場中仍有許多數控機床等離子切割機生產商,它的價格因不一樣精英團隊給予的技術產品品質而不同。如果你想購買時保證基本上的具體權益,選擇一些受眾度高、產品使用點評的團隊。它能夠所提供的數控機床等離子切割機在技術以及質量上相對性,因此其價格要比一般團隊價格貴。數控機床等離子切割機的價錢與不同種類自動切割機緊密相關。在一般的數控機床等離子切割機研發團隊會提供相關型號規格和型號的價格,針對選購的朋友可以更直觀地高度重視型號規格和價格,因此對于人生的選擇都有很好的指導意義。在挑選數控機床等離子切割機時,可以先看一下用過它好朋友是不是強烈它,或是那你去官網比較一下,看一下哪一個生產廠家質量以及信譽度更強,那樣你就可以作出正確的選擇,保證基本的權益。_0097_工程案例 (7).jpg總之,數控等離子切割機的價錢固然重要,但是選擇一家服務好性價比高的廠家更是我們應該要追求的,我們河北信爾自動化歡迎大家前來咨詢采購了解。



華宇誠數控科技有限公司生產各種 甘肅慶陽大功率激光切割機,我司技術實力雄厚、企業內部管理嚴密、生產效率高;本公司生產的 甘肅慶陽大功率激光切割機品種多,規格齊全,產品先進性、可靠性、穩定性已達到國際先進技術水平;產品以精良的質量、低廉的價格、美觀的造型和完善的售后服務贏得了用戶的信賴和好評;產品暢銷全國各地。


