


聯系我們

全自動鋼筋籠滾籠焊機正規靠譜
更新時間:2025-01-25 13:31:55 瀏覽次數:1 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 品牌 | 河南建貿 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |



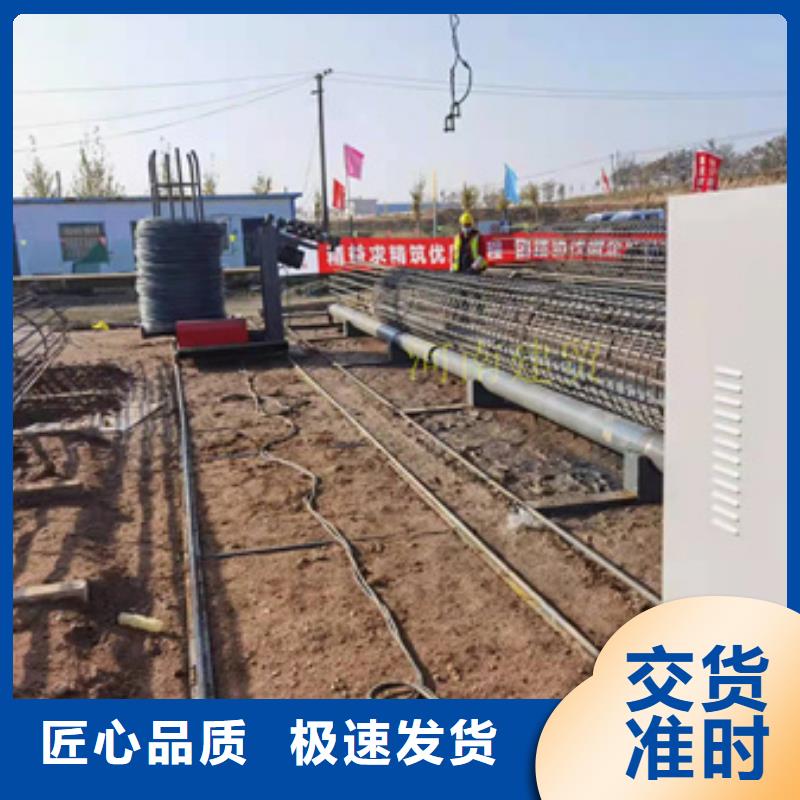
我廠將以低廉的價格專業的機械加工為您提供滿意的服務。客戶的支持是企業前進與發展的動力,我們將不斷進取,致力完善企業的硬件設施,不懈追求的技術和卓越的品質。河南建貿機械生產各種通用及鋼筋籠繞筋機,適用于各種樁基內鋼筋籠制造,河南建貿鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過模具制作完成(包括內支撐),把鋼筋籠主筋鋼筋籠繞筋機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥以及小車的把盤筋繞在主筋上,同時進行焊接或綁扎,從而形成成品鋼筋籠,輥筒轉動速度可根據操作手的熟練程度從低到高任意,盤筋間的間距可根據施工要求隨時改動,同時可預先設置好參數,一個鋼筋籠包括加密區、預留區到達位置,間距自動改變,鋼筋籠一次性成型,極大了工作效率。為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。
jmc
 建貿機械設備有限公司
河南建貿機械設備有限公司是一個集研究、生產、銷售為一體的建筑機械設備制造廠。河南建貿機械設備有限公司自創建伊始就以高起點、高為出發點,從廠區生產車間的建設到生產設備的引進,層層嚴格把關。 該設備可自動一次性成型長度為2m-27m的鋼筋籠,并配有遠程控制遙控器,比手工綁扎籠子生產效率高,節省材料,籠子堅固,外形標準。廣泛應用于大型橋
梁,高速鐵路建設等領域的灌注樁施工中。
產品優勢
加工速度快:備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等,工作效率高。
繞筋機加工質量穩走可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。
箍筋拉爨不需搭接,較之手工作業節省材料,降低了施工成本
由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。
產品特點
自動送線機構,可在線調整間距,誤差小,成型質量高。
自動焊機,焊點,減輕勞動強度
變頻控制拖籠機構,行走精度高
自動拖籠設計,避免焊接過程中因籠子自重導致其彎曲變形。
自動上料裝置,加快上料速度,提率。
模板采用模板環加導管組合,可加速更換籠子直徑和變換籠子主筋根數
平立滾式矯治裝置,矯直效果好,壽命長。
控制系:PLC,觸摸屏,ABB變頻器。
青海全自動鋼筋籠滾籠焊機正規靠譜
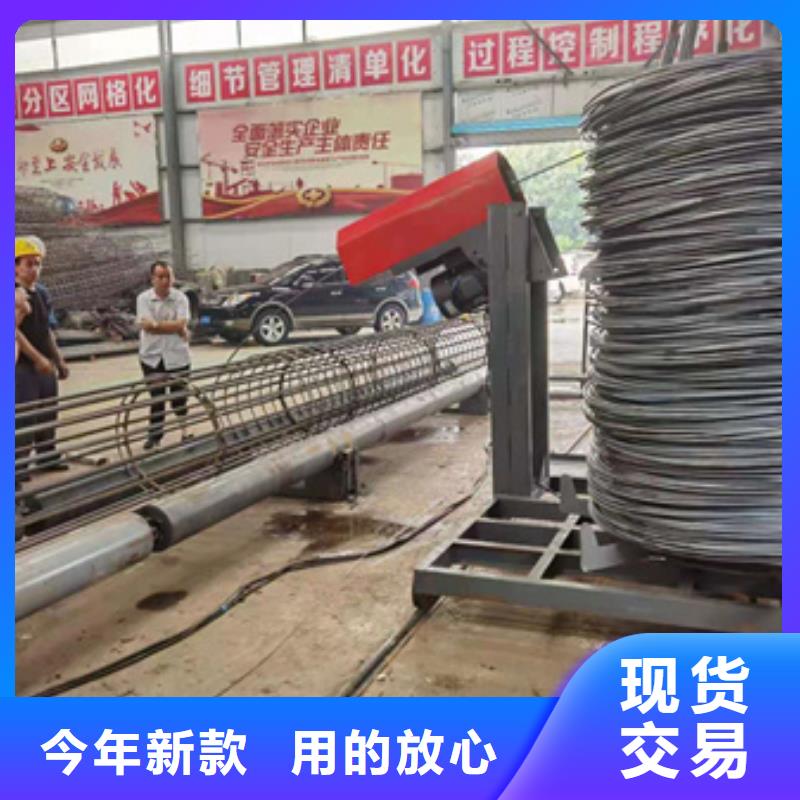
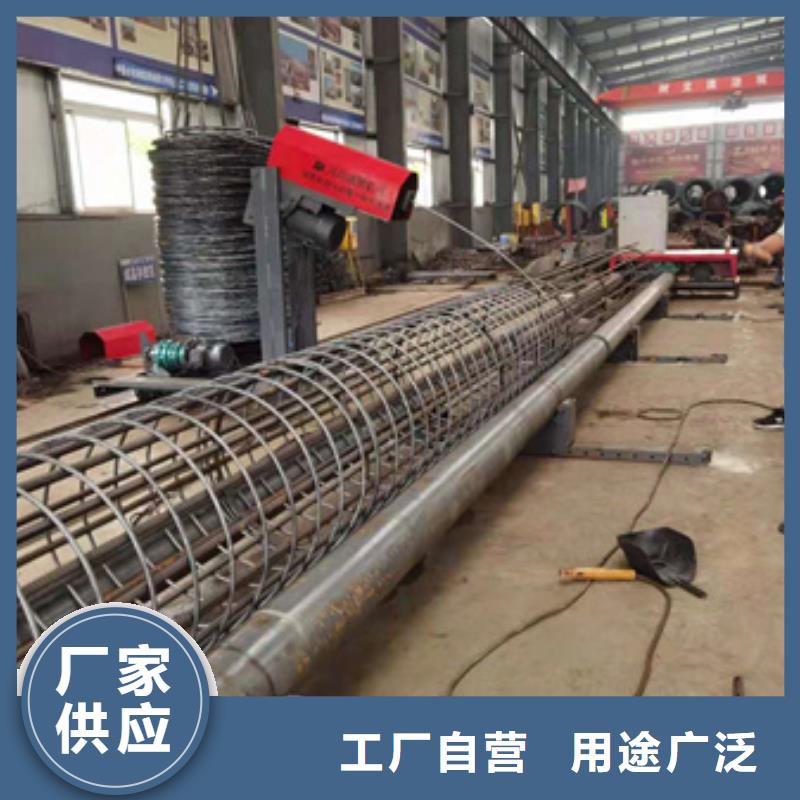
(設定各功能區域,選擇鋼筋籠生產工藝,確定本機位置) 安裝; 1、安裝基座;按區域位置鋪設中間動力基座,向兩邊連接其它基座并使其平行,連接螺栓不擰緊螺母,總長直線度≤5cm。 2、機架;共7節機架,安裝于基座上并連接螺釘,傳動機架安裝在動力底座上,固定軸承座全部靠近小車方向。擰緊全部螺母。 傳動安裝;減速機安裝在動力基座電機底板上,安裝好鏈條,過渡鏈條松緊(指壓松邊20-50mm為宜),張緊鏈條盡量繃緊。 鋼筋籠生產線操作規程 鋼筋籠生產線是多工序、工步同時合生產鋼筋籠專業設施,要求所有參與人員必須做到; 1;生產線操作人員必須熟悉本機生產全部工藝 2;繞筋機生產線工作期間不允許非生產人員機械、工件。 3;生產前調試好各機械、部件及。試運行各動、自動功能 4;骨架成后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。 5;生產中隨時處理物件及流動人員,保障生產。 6;設備上拼裝骨架,工件時采點動,避免連續轉動。 7;繞筋成后必須斷開繞筋,推開小車給鋼筋籠料讓路 8;機械進行、更換機件、時不得開動機器 9;成機機械須有良好保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好工作狀態。 10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。功能應用主機;含機架、底座、鐵輥、傳動系統等。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。??此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。
建貿機械設備有限公司
河南建貿機械設備有限公司是一個集研究、生產、銷售為一體的建筑機械設備制造廠。河南建貿機械設備有限公司自創建伊始就以高起點、高為出發點,從廠區生產車間的建設到生產設備的引進,層層嚴格把關。 該設備可自動一次性成型長度為2m-27m的鋼筋籠,并配有遠程控制遙控器,比手工綁扎籠子生產效率高,節省材料,籠子堅固,外形標準。廣泛應用于大型橋
梁,高速鐵路建設等領域的灌注樁施工中。
產品優勢
加工速度快:備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等,工作效率高。
繞筋機加工質量穩走可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。
箍筋拉爨不需搭接,較之手工作業節省材料,降低了施工成本
由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。
產品特點
自動送線機構,可在線調整間距,誤差小,成型質量高。
自動焊機,焊點,減輕勞動強度
變頻控制拖籠機構,行走精度高
自動拖籠設計,避免焊接過程中因籠子自重導致其彎曲變形。
自動上料裝置,加快上料速度,提率。
模板采用模板環加導管組合,可加速更換籠子直徑和變換籠子主筋根數
平立滾式矯治裝置,矯直效果好,壽命長。
控制系:PLC,觸摸屏,ABB變頻器。
青海全自動鋼筋籠滾籠焊機正規靠譜
(設定各功能區域,選擇鋼筋籠生產工藝,確定本機位置) 安裝; 1、安裝基座;按區域位置鋪設中間動力基座,向兩邊連接其它基座并使其平行,連接螺栓不擰緊螺母,總長直線度≤5cm。 2、機架;共7節機架,安裝于基座上并連接螺釘,傳動機架安裝在動力底座上,固定軸承座全部靠近小車方向。擰緊全部螺母。 傳動安裝;減速機安裝在動力基座電機底板上,安裝好鏈條,過渡鏈條松緊(指壓松邊20-50mm為宜),張緊鏈條盡量繃緊。 鋼筋籠生產線操作規程 鋼筋籠生產線是多工序、工步同時合生產鋼筋籠專業設施,要求所有參與人員必須做到; 1;生產線操作人員必須熟悉本機生產全部工藝 2;繞筋機生產線工作期間不允許非生產人員機械、工件。 3;生產前調試好各機械、部件及。試運行各動、自動功能 4;骨架成后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。 5;生產中隨時處理物件及流動人員,保障生產。 6;設備上拼裝骨架,工件時采點動,避免連續轉動。 7;繞筋成后必須斷開繞筋,推開小車給鋼筋籠料讓路 8;機械進行、更換機件、時不得開動機器 9;成機機械須有良好保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好工作狀態。 10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。功能應用主機;含機架、底座、鐵輥、傳動系統等。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。??此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。
