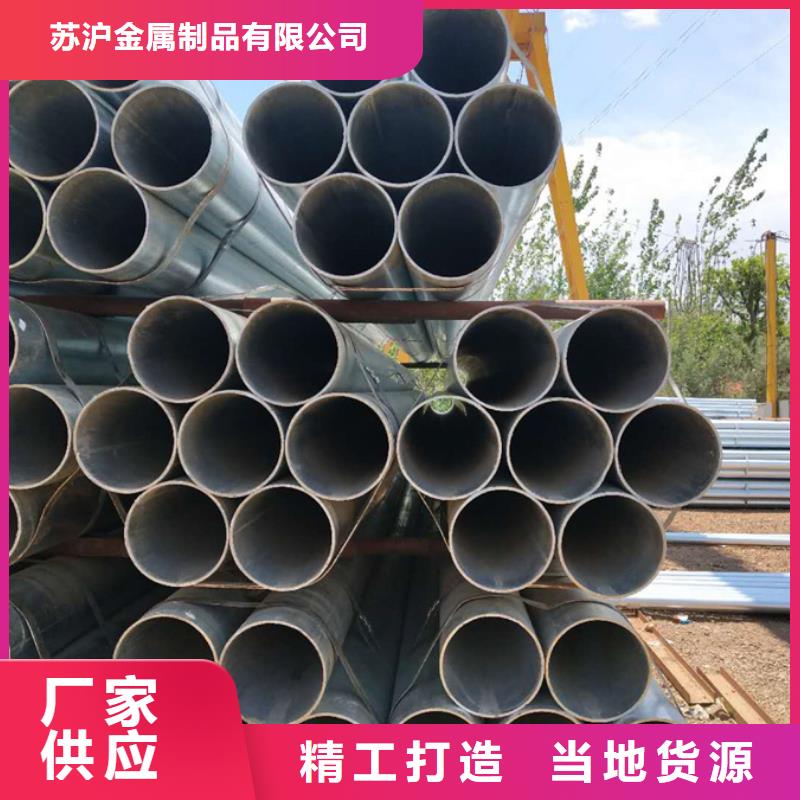


青海16mn鍍鋅管1米定尺質量放心47593 <青海>神悅鋼材有限公司
當我們購買時,我們更關注它的質量。青海鍍鋅管一般的方法是可能性和觀察,但這種方法對極少數客戶有效,但對很多客戶來說費時費力,質量可能無法準確區分。對于此類問題,建議在采購的小范圍內進行大量的檢驗,然后以下是技術專業技術專業如何進行質量檢驗的。 粗糙面層的產品質量檢驗可以在集成自然光源下進行,距離可以為45±5cm。拋光焊接鋼管表面產品的質量檢驗應按照拋光表面質量檢驗標準進行。焊接鋼管化學成分分析委托外部檢驗機構進行檢驗。 根據產品質量檢驗規定,對進行表面質量的簡單隨機抽樣檢測。使用差動千分尺對稱且地測量三個焊接鋼管直徑,通過低值和小值之間的差值表示。


青海鍍鋅管拱桿與柱頂用圓卡連接,使兩者在一條直線上。 然后安裝膜槽,安裝門,并在拱門上標出縱筋的位置。 每6米架設一個拱門,將所有縱肋固定,然后將所有拱桿一次固定一米。 拱桿安裝好后,整個棚的高度要一致,弧度要一致,縱筋要在一條直線上。 棚體安裝好后,安裝棚體縱向膜槽和棚頭橫向膜槽。 安裝天窗并扣膜,華爾鋼鍍鋅方管再安裝側邊卷膜機和內兩層防寒簾。 預制管式鍍鋅溫室結構合理,車身堅固,抗風雪能力強,搬遷組裝方便; 無立柱,操作方便,通風方便,透光性好,使用壽命長。 薄膜可根據自身情況選用普通薄膜、防霧薄膜、多功能長壽命薄膜等薄膜。 先沿著溫室兩側的鋼管邊緣挖兩條15cm深的溝,一個在左邊,一個在左邊。 小心地將薄膜覆蓋在鋼管溫室上,將薄膜邊緣埋入溝內,并用土壓實。 小心不要刮傷膠片。 如果損壞,請用膠帶紙粘貼。 該位置用防蟲網和薄膜卷覆蓋,用作通風口, 用溫室層壓線固定。
青海熱鍍鋅管焊接內開口時, 層至第三層必須小規格操作,因為其焊接是影響焊接變形的首要原因。 焊接一到三層后,清潔反面。 應用碳弧氣刨去除根部后,需要對焊縫進行機械設備打磨拋光,梳理焊縫表面進行滲氮處理,露出金屬織構,防止表面碳化樂觀而產生裂紋 . 外口要焊一次,內口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數應保持一致。 焊接時,焊接應從起弧板開始,在起弧結束板上結束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應在焊縫焊好后12小時內進行。 如果不能立即進行熱處理工藝,應采用保溫、緩冷等方法。 調質處理完畢后,應使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側。