

青島油缸滾壓管免費(fèi)寄樣 <青島>九冶管業(yè)有限公司
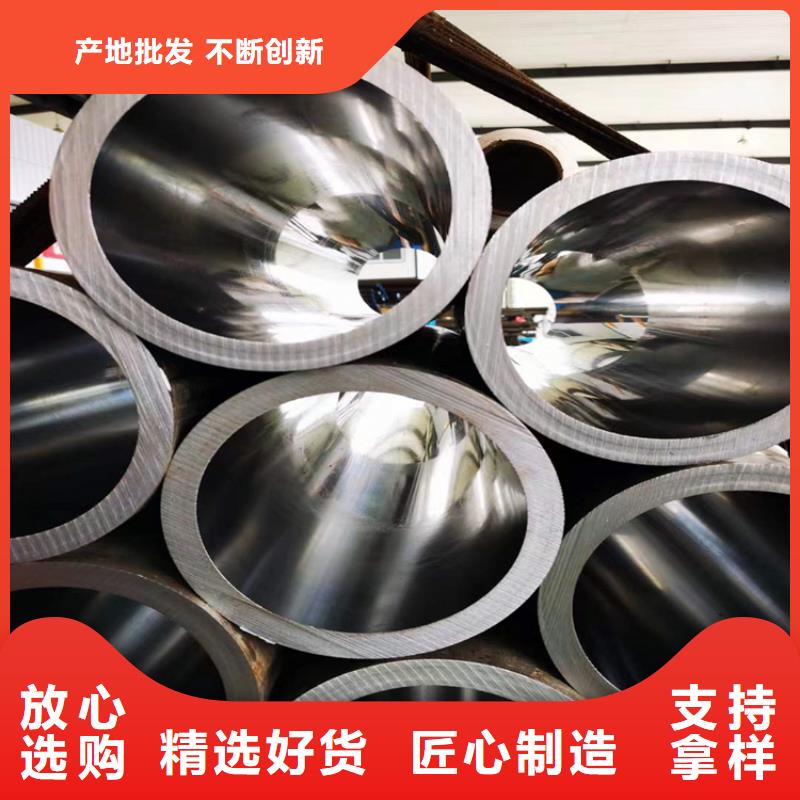
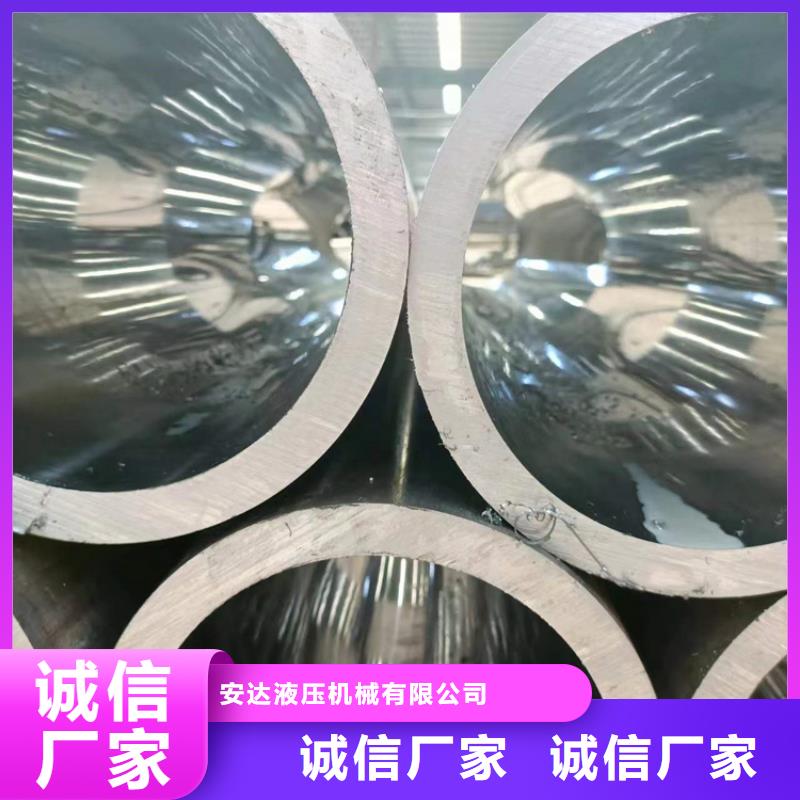
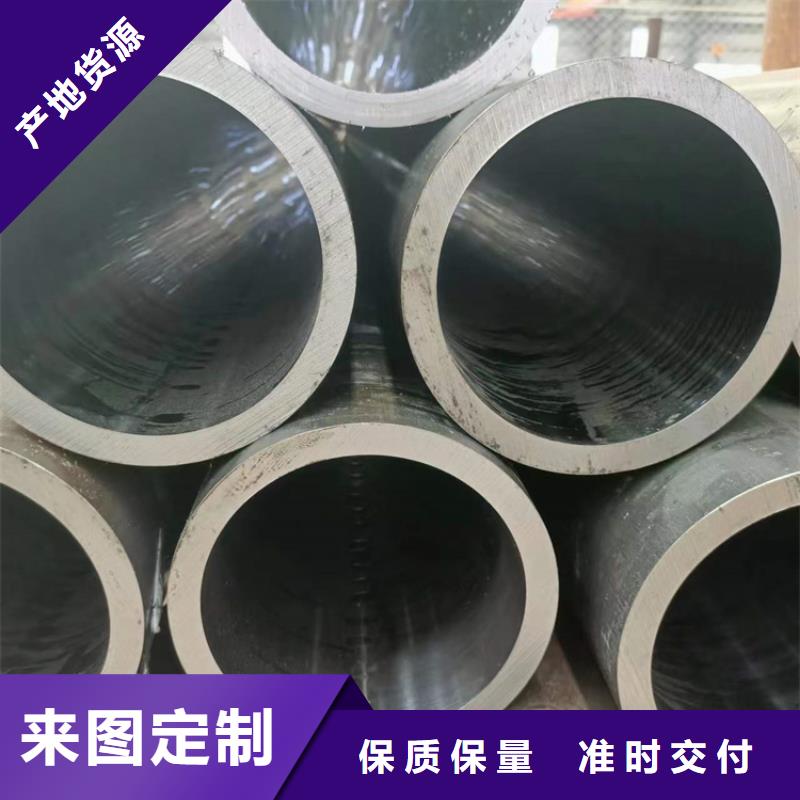
了解珩磨管的屬性范圍珩磨管其是指經(jīng)過珩磨加工的管子,可以稱其為珩磨管,而這里的管子,主要是指無縫鋼管。因此,珩磨是一種加工工藝,通過這一工藝,使得管子內(nèi)孔達(dá)到預(yù)期想要的公差尺寸,以及表面粗糙度等,并使其在公差范圍內(nèi)。珩磨管的加工工藝是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工藝,不一定是珩磨,也可以是滾壓等其它工藝。珩磨管的內(nèi)孔粗糙度,是可以做到小于0.63nm的,而直線標(biāo)準(zhǔn)度,則可以做到小于0.3mm/m。因此,其在尺寸準(zhǔn)確度上,是可以有較高水平的。因此,其可以用于一些要求較高的場(chǎng)合中。而它的珩磨,是要用到珩磨機(jī)的,珩磨機(jī)上的珩磨頭,一般來講,是進(jìn)行軸向直線往復(fù)運(yùn)動(dòng)。
寄樣")
有一種過程控制方法能縮短珩磨時(shí)間,珩磨管易于讓在整個(gè)齒面上保持理論上的線接觸。因此減少了磨具與工件的點(diǎn)接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會(huì)使之保持理論線接觸。連續(xù)改變接觸條件會(huì)產(chǎn)生良好的動(dòng)態(tài)特性,不會(huì)因擺動(dòng)角度使機(jī)床部件產(chǎn)生嚴(yán)重顫振。珩磨過程中,單面線接觸珩磨時(shí)這類動(dòng)態(tài)特性會(huì)對(duì)機(jī)床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機(jī)由此而引發(fā)的對(duì)珩磨過程中利用機(jī)床運(yùn)動(dòng)鏈實(shí)施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個(gè)以上的齒在保持接觸。這就表示珩齒過程是一種連續(xù)接觸的轉(zhuǎn)動(dòng)過程。這是使齒輪低噪聲運(yùn)行的一項(xiàng)很重要的決定性因素。
寄樣")
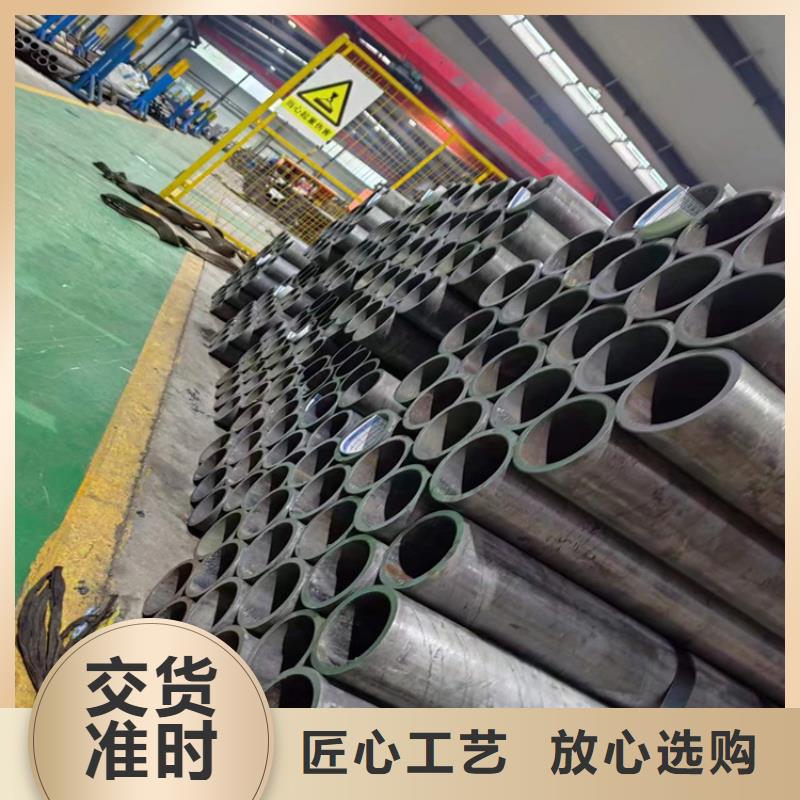
從結(jié)構(gòu)上看珩磨機(jī)可以分為臥式和立式兩種,臥式珩磨機(jī)的工作行程較長(zhǎng),適用于珩磨深孔,深度可達(dá)3000毫米。其水平安置的珩磨頭不旋轉(zhuǎn),只作軸向往復(fù)運(yùn)動(dòng),工件由主軸帶動(dòng)旋轉(zhuǎn),床身中部設(shè)有支承工件的中心架和支承珩磨桿的導(dǎo)向架。在加工過程中,珩磨頭的油石在脹縮機(jī)構(gòu)作用下作徑向進(jìn)給,把工件逐步加工到所需尺寸。而立式珩磨機(jī)的主軸工作行程較短,適用于珩磨缸體和箱體孔等,鑲嵌有油石的珩磨頭由豎直安置的主軸帶動(dòng)旋轉(zhuǎn),同時(shí)在液壓裝置的驅(qū)動(dòng)下作垂直往復(fù)進(jìn)給運(yùn)動(dòng),從而完成對(duì)珩磨管的加工。
青島油缸滾壓管免費(fèi)寄樣