
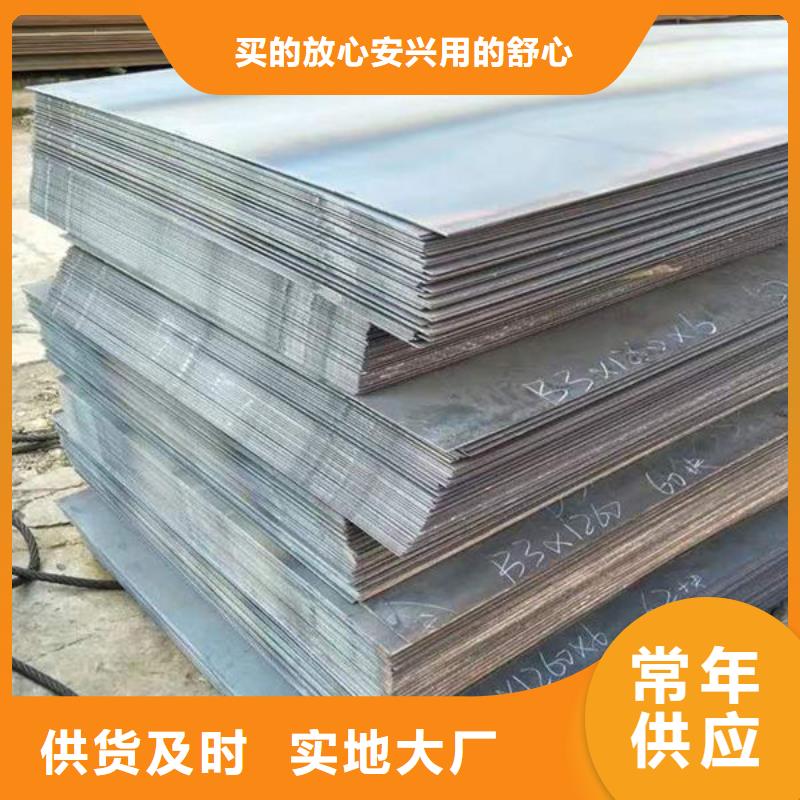


螺紋鋼強(qiáng)化技術(shù)目前國內(nèi)高強(qiáng)度鋼筋生產(chǎn)主要有余熱熱處理、超細(xì)晶粒和微合金化 3 種生產(chǎn)工藝。經(jīng)過余熱處理的鋼筋的可焊性、機(jī)械連接性能和施工使用性能較低,因而鋼筋的應(yīng)用范圍受了限制,但其生產(chǎn)成本較低;超細(xì)晶粒鋼筋的焊接性能較差,這是因?yàn)殇摬脑诤附舆^程中,由于焊接熱的影響區(qū)晶粒會(huì)長大,從而使焊接接頭區(qū)域出現(xiàn)軟化的現(xiàn)象,使其強(qiáng)度降低; 微合金化工藝可使鋼筋具有強(qiáng)度高、焊接性能好、抗震性能優(yōu)等特點(diǎn),是產(chǎn)品性能 的高強(qiáng)度鋼筋生產(chǎn)工藝,采用微合金化技術(shù)也是國內(nèi)外發(fā)展高強(qiáng)度鋼筋的主要工藝技術(shù)路線之一。
線成型機(jī)可以將線材進(jìn)行不同的加工操作,能根據(jù)需求將一根鋼絲、鐵線、不銹鋼絲折彎成平面或立體的形狀,目前在工業(yè)加工領(lǐng)域上廣泛使用,那線成型機(jī)是怎樣對線材進(jìn)行加工成型?線成型機(jī)將線材成型過程主要體現(xiàn)在以下幾個(gè)步驟方面:1、首先通過奧領(lǐng)線成型機(jī)的校直架將線材進(jìn)行校直,然后將線材送線到合適的程度;2、線成型機(jī)轉(zhuǎn)臂通過升降,將線材鋼材卡到折角芯或折角頭,使線材貼在折角頭平面上,折角盤帶動(dòng)折角馬旋轉(zhuǎn)運(yùn),對線材進(jìn)行折彎成平面或者需求的各種立體形狀;3、線材成形后轉(zhuǎn)臂通過升降離開線材,再通過送線指令,把線材退回到合適的位置,線成型機(jī)再進(jìn)行切斷指令進(jìn)行切斷,這樣整個(gè)線材加工過程就完成。
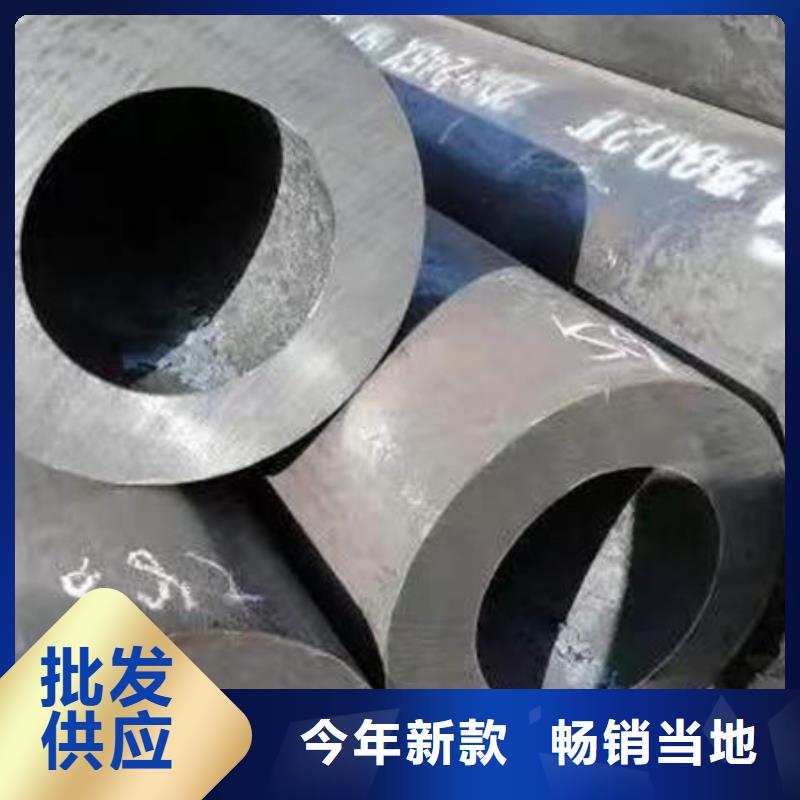
常見的鋼管切割方式有鋸切割、等離子切割、液壓切割、激光切割。激光切割精度和效率 ,但設(shè)備價(jià)格也相當(dāng)貴正常幾十萬以上,適用于附加值特別高的精度要求極高的鋼管加工;水切割機(jī)切割管口能做到無屑無毛刺且不變形,精度一般能達(dá)到±0.05mm,價(jià)格不高約幾萬一臺(tái),鋼管切割應(yīng)用相對廣泛;等離子切割機(jī)價(jià)格也不高約幾萬一臺(tái),常用于切割厚壁鋼管鋼材(正常可切割35mm壁厚以下結(jié)構(gòu)用鋼材,切割厚度理論可達(dá)180~200mm),不過切口處容易形成拉口,切口表面質(zhì)量需要嚴(yán)格控制。對于手工切割和自動(dòng)切割,一般手工切割使用人工上料,其上料和控制切割效率相對較低,而自動(dòng)切割需要注意控制鋼管進(jìn)給的長度(損耗),目前切割在門市多為單支管切割,加工廠正常是整捆切割。
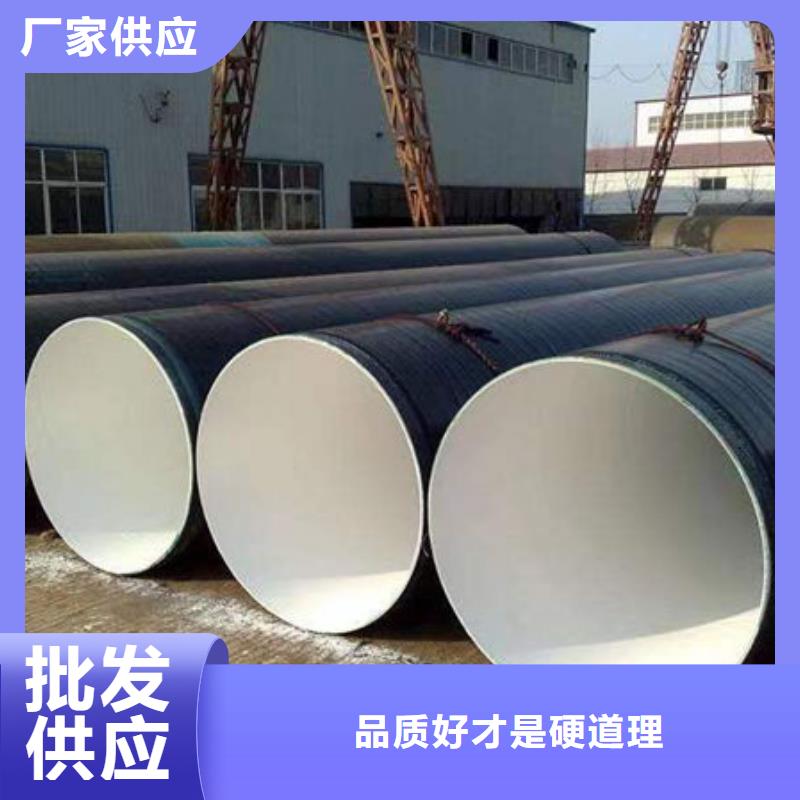
方管的運(yùn)用壽命是沒有詳細(xì)的運(yùn)用年限的,都是依據(jù)運(yùn)用環(huán)境與生產(chǎn)工藝改變的。而鍍鋅方管的鍍鋅層是常用的防腐防銹措施,能夠有用增長運(yùn)用壽命,尤其是熱鍍鋅方管能夠做到無死角對方管進(jìn)行防護(hù),防腐防銹作用也會(huì)好許多。另外鍍鋅的費(fèi)用并不是太高,綜合來說鍍鋅方管價(jià)格要比方管的價(jià)格低許多。方管多少錢一根,除了需要關(guān)心這個(gè)問題外,我們還需要關(guān)注的另外重要一點(diǎn),便是判別鍍鋅方管 的鋼材質(zhì)量。判別鍍鋅方管質(zhì)量能夠經(jīng)過外觀來判別。劣質(zhì)的鍍鋅方管或許會(huì)有折疊、鋅層開裂、外表粗糙的現(xiàn)象,這些現(xiàn)象皆是因?yàn)榉焦苜|(zhì)量引起的。優(yōu)質(zhì)的鍍鋅方管外表潤滑整潔,有金屬光澤。有些熱鍍鋅方管的外表發(fā)烏,假如沒有其他現(xiàn)象也歸于正常狀況,不歸于質(zhì)量問題。