

為適應某些時效強化型合金板帶在生產過程中固溶淬火的需要,在熱軋出口側設置了冷水噴淋系統(亦稱在線淬水系統)。它可以在較短的時間內使帶坯的溫度從700℃左右或更高的溫度迅速降至300℃以下甚至更低。
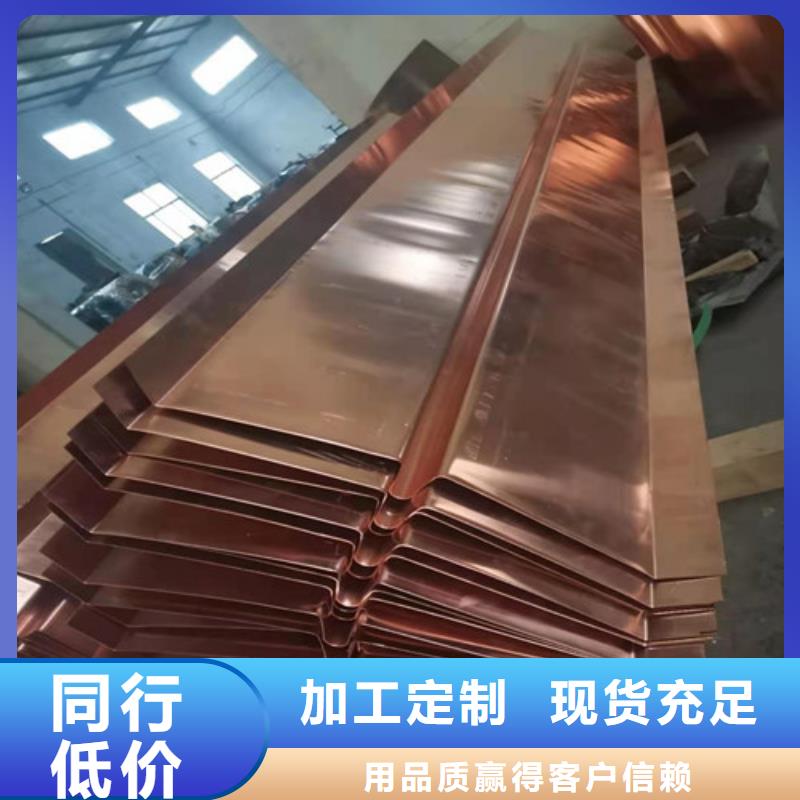
為提高紫銅片止水帶產品精度和表面質量,現代熱軋機本體應用了電動壓下、液壓調的壓下系統、軋輥分段冷卻系統、液壓彎輥或液壓墊系統、強力夾持對中系統、立輥軋邊系統及厚度自動控制系統,進一步提高了熱軋機的裝機水平和控制精度為生產高精度薄板帶提供了可靠的保障。





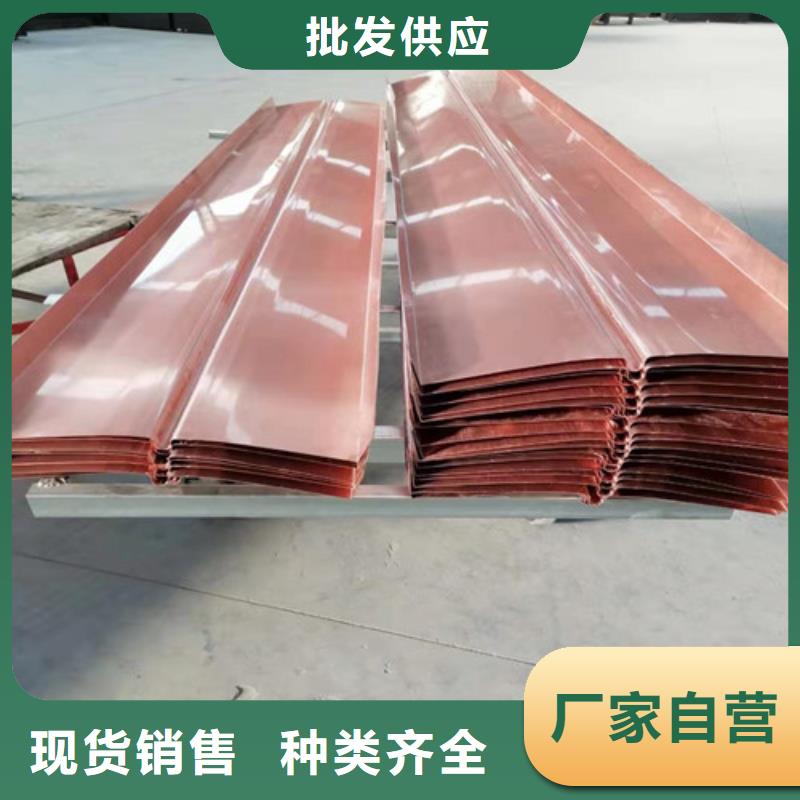
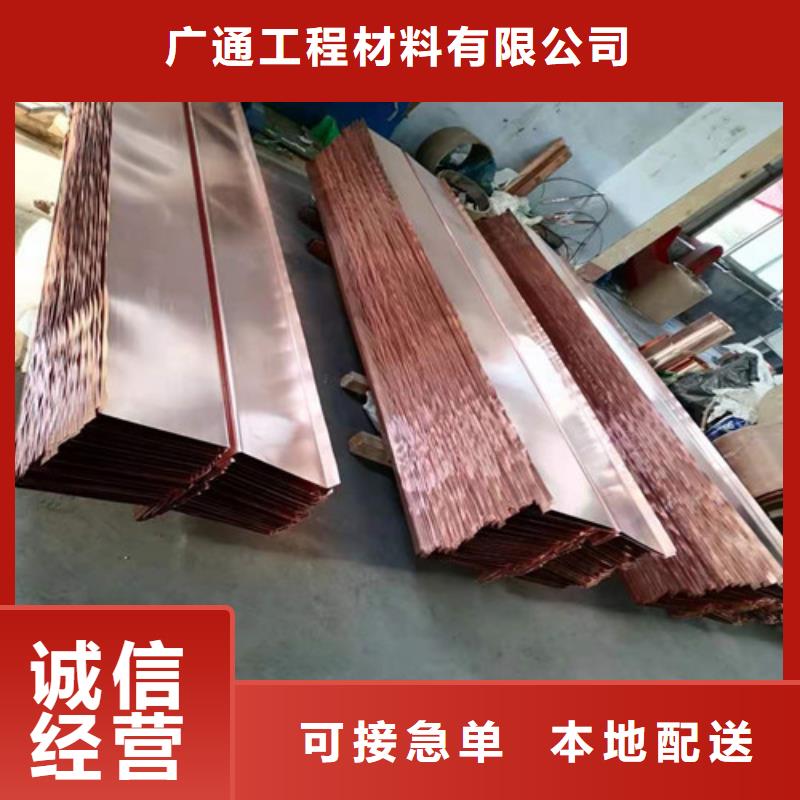
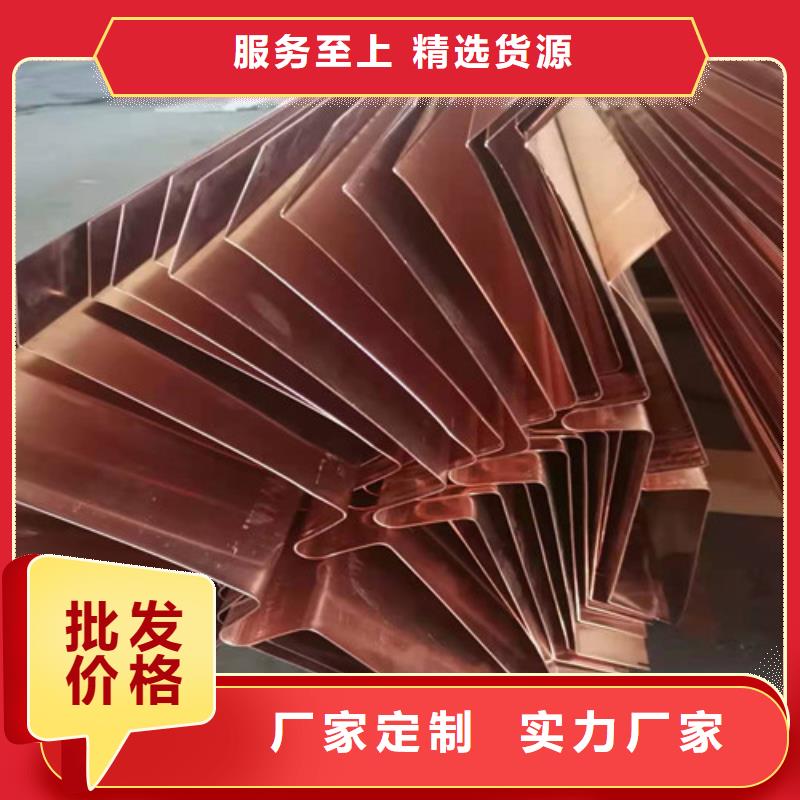
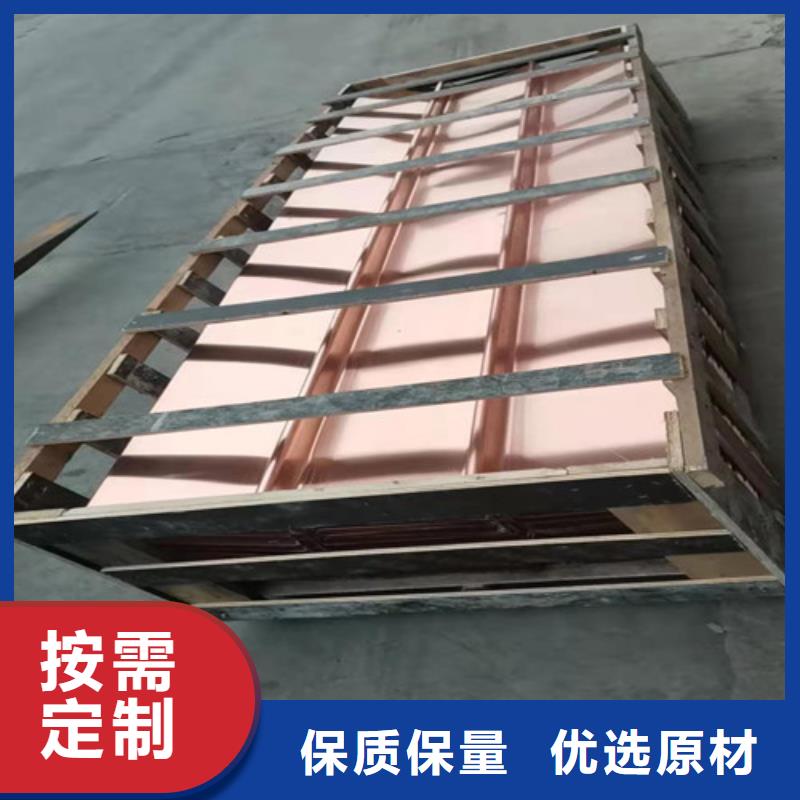
紫銅止水帶的施工主要分為以下幾步:首先是退火,為便于,焊接,銅片在使用前 行退火。退火后延伸率將10~40%。其次是成型:在模具上用千斤頂靜壓成型。然后是焊接:在現場采用氧焊接長,焊接施工圖紙要求。按照規范要求,搭接長度應不小于2cm,止水銅板規格,且應為雙面焊接(包括“鼻子”部分)。



廣通工程材料有限公司以良好的 貴州黔南鋼塑土工格柵質量贏得了廣大用戶的好評,取得了良好的業績。在服務中國市場的同時,公司致力于開拓國際市場, 貴州黔南鋼塑土工格柵貨源充足,多種規格。多年來堅持守約、保質、薄利、重義的經營理念,與廣大用戶建立了牢固的合作關系,受到了廣大客戶的贊同。公司讓利于客戶,裝車免費,節假日照常發貨,歡迎廣大客戶朋友光臨惠顧!


對于加工材料而言,紫銅止水片鑄錠塑性是至關重要的。為了保證鑄錠良好的變形塑性,除防止鑄錠中的一些缺陷外,顯然不希望鑄錠組織處于非平衡凝固狀態。由于產生非平衡狀態的原因是結晶過程中擴散受阻,因而此種狀態在熱力學上是亞穩定的,有自動向平衡態轉化的趨勢。人們可利用這一趨勢,將鑄態合金加熱到一定溫度,提高原子擴散能力,使其較快完成由非平衡向平衡狀態的轉化過程。這種處理稱為均勻化退火或擴散退火。熱軋是紫銅片止水帶生產中鑄錠開坯的主要手段。充分利用紫銅片止水帶在高溫條件下具有優異的塑性這一特點,從而以較小的軋制力實現較大程度的變形。熱軋的鑄錠一般由半連續、連續鑄造或鐵模鑄造提供。鑄錠規格的選擇應考慮產品的品種、規格、生產規模、軋機設備條件及鑄造方式等。鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時不超過軋機的開口度;在設備、工藝條件允許的情況下增大鑄錠的厚度,可以提高生產效率和成品率。鑄錠寬度通常等于或數倍于成品寬度,并適當考慮寬展量及切邊量;一般鑄錠寬度還應控制在軋輥長度的80%以內。鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以提高生產效率和成品率。


