



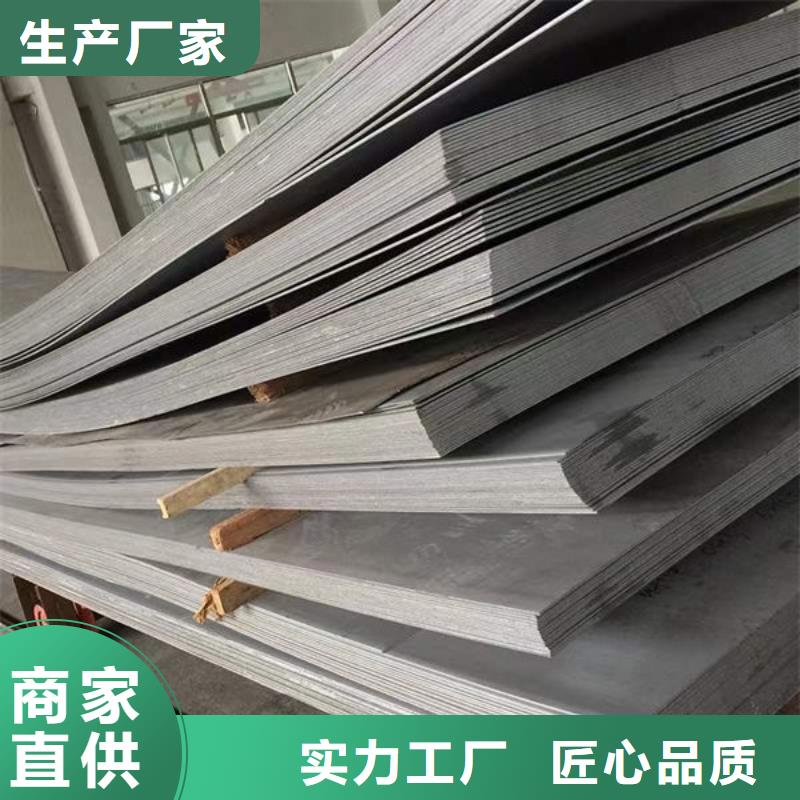

熱軋與冷軋的區別1、外觀及表面質量:由于冷板是熱板在冷軋工序后得到的,而且冷軋同時還會進行一些表面精整所以冷板在表面質量(如表面粗糙度之類)鋼材上比熱板來得好,所以如果對產品后序上漆等涂覆質量存在較高要求的,一般選擇冷板,另熱板又分酸洗板和未酸洗板,酸洗板表面由于酸洗過所以成正常的金屬色,但是未冷軋所以表面還是沒冷板高,未酸洗板通常表面會有氧化層帶著,發烏,或者存在四氧化三鐵烏層,通俗講就是火烤過似的,而且如果存放環境不好的話通常會帶點繡。2、性能:一般情況下,熱板和冷板在工程中其機械性能是認為無區別的,雖然冷板在冷軋過程中存在一定的加工硬化,(不過不排除對機械性鋼材能要求嚴格的情況,那就需要區別對待了),冷板通常比熱板的屈服強度稍高,表面硬度也高一些,具體怎么樣需要看冷板退火的程度。但是不管怎么退火冷板強度是比熱板高的。3、成形性能,由于冷熱板得性能基本差不太多,所以成形性能的影響因素就要看其表面質量的區別的,由于表面質量是冷板來的要好,所以通常來講同材質的鋼板,冷板比熱板的成形外觀效果要好一些。
線材在國民經濟中具有重大的地位和作用。在國外工業發達 ,線材很少直接使用,70%以上線材加工成制品后使用,這樣能充分發揮出鋼材的潛能,達到節約鋼材的目的。我國線材加工比不到30%,在這方面還有很多工作要做。雖然我國線材加工量比較低,但是線材制品總產量在世界還是名列前茅。線材制品廣泛用于煤炭、礦山、冶金、機械、建筑、石油、化工、航空、電子、海運、通訊、林業、水產、鐵路、交通、輕工等國民經濟各部門和國防軍工部門,在國民經濟中占有十分重要的地位。例如:煤礦從井下每10萬噸煤平均耗用約5t鋼絲繩;采伐1萬m3木材平均耗用約3t鋼絲繩;海洋水產作業中每捕獲1000t魚平均耗用3.5t鋼絲繩;每1000只汽車子午線輪胎平均耗用約7t輪胎鋼簾線;每1000t焊接鋼結構件平均耗用約20t焊接材料;每1000輛轎車平均耗用懸掛簧彈簧鋼絲約10t:僅從以上部分用戶線材制品消耗定額數據資料看,已足以證明線材制品行業在整個國民經濟中的重要性,其作用和位是明顯的,是不可缺少和替代的。
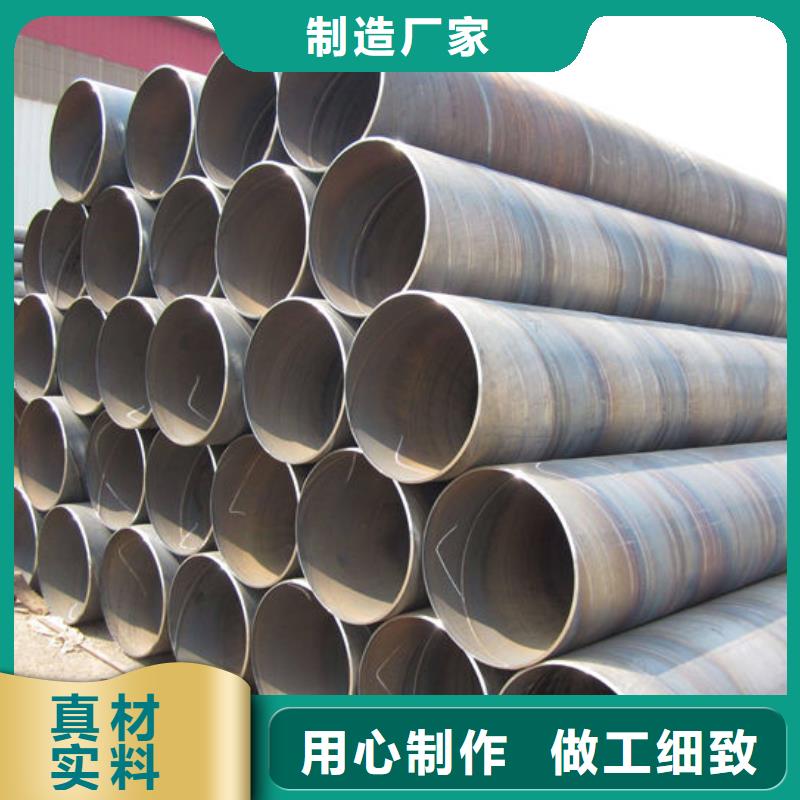
螺旋鋼管是以帶鋼卷板為原料制成的螺旋縫鋼管,經常在高溫下擠壓成型,采用自動雙線雙面埋弧焊工藝焊接而成。螺旋鋼管將帶鋼送入焊管機組,帶鋼由多個軋輥軋制并逐漸卷起形成帶開口間隙的圓管坯,調整擠壓軋輥的壓下量進行焊接。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。 2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫鋼材表面質量。 將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管鋼材若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
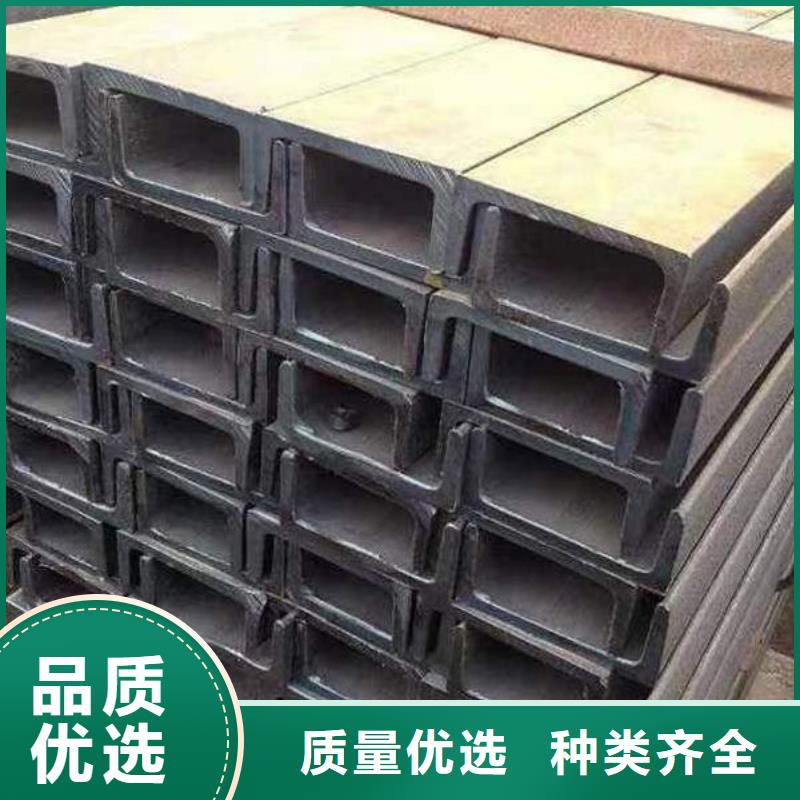
H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國熱軋H型鋼國標(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。工字鋼與H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
