廠家直銷(xiāo)")
品質(zhì)保障")
售后無(wú)憂")
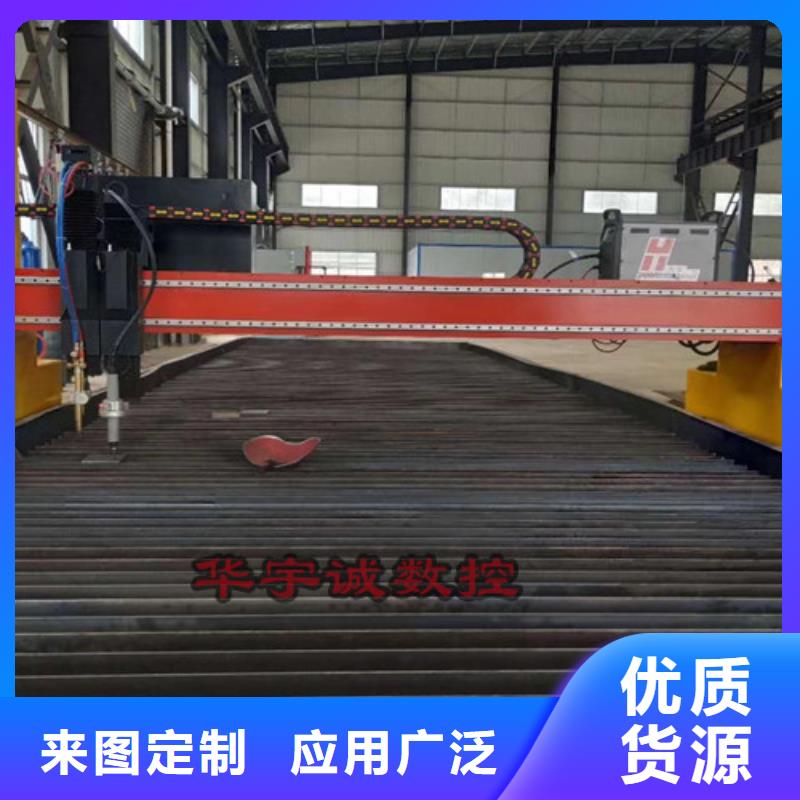

不要錯(cuò)過(guò)這部精心制作的數(shù)控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹產(chǎn)品視頻!僅僅一分鐘的時(shí)間,您將能夠領(lǐng)略到我們產(chǎn)品的卓越品質(zhì)和出色設(shè)計(jì),發(fā)現(xiàn)更多令人心動(dòng)的細(xì)節(jié)。
以下是:數(shù)控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹的圖文介紹
隨著不斷的發(fā)展華宇誠(chéng)數(shù)控科技有限公司狠抓管理、完善經(jīng)營(yíng)機(jī)制,建立了一整套質(zhì)量與售后保障體系,不斷提高 貴州黔南大功率激光切割機(jī)產(chǎn)品科技含量以及服務(wù)水平,隨時(shí)為迎接新的機(jī)遇與挑戰(zhàn)做好準(zhǔn)備! 同時(shí)我們隨時(shí)歡迎來(lái)自社會(huì)各界的新老朋友一起為了我們共同的家園,相互交流,真誠(chéng)合作,共同成長(zhǎng) !
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
數(shù)控等離子切割機(jī)在我們的工作當(dāng)中已經(jīng)是讓我們離不開(kāi)的設(shè)備了,那么數(shù)控等離子切割機(jī)在國(guó)內(nèi)到底多少錢(qián)一臺(tái)才是合理的價(jià)格呢?有的企業(yè)說(shuō)他做的數(shù)控等離子切割機(jī)質(zhì)量好能賣(mài)多少多少錢(qián),其實(shí)都不是他怎么說(shuō)你就怎么聽(tīng)的,今天慧寧焊割小編就來(lái)跟大家分析一下一臺(tái)數(shù)控等離子切割機(jī)到底多少錢(qián),又該怎么去評(píng)論你自己買(mǎi)到的數(shù)控等離子切割機(jī)值多少錢(qián) 圖片一:等離子電源對(duì)數(shù)控等離子切割機(jī)來(lái)說(shuō),一個(gè)好的等離子電源是很重要的,對(duì)于等離子電源來(lái)說(shuō),在一臺(tái)數(shù)控等離子切割機(jī)的質(zhì)量上占有50%質(zhì)量關(guān)系,那么我們有該怎么去衡量一臺(tái)數(shù)控切割機(jī)的電源好遇壞呢慧寧焊割認(rèn)為有以下幾點(diǎn):通常數(shù)控切割機(jī)設(shè)備使用的是機(jī)用等離子電源;按起弧方式分類(lèi),等離子電源有接觸起弧和非接觸(按鈕)起弧兩種。現(xiàn)階段配數(shù)控切割機(jī)使用的大多是非接觸起弧方式。判斷等離子電源屬哪種起弧方式,只須看所配的手用割炬上是否有按鈕即可。非接觸起弧方式的等離子電源電流一般大于100A,即機(jī)用等離子電源電流一般大于100A,它重要的一個(gè)特點(diǎn)是大于100A電流的電源輻射較大,對(duì)操作人員的灼傷比較大。,我們還需要按照待切割板材厚度選擇等離子電源電流大小,不同功率的等離子切割電源價(jià)格也不一樣,功率越大耗電量及價(jià)格就越高,這是從成本方面考慮。二:數(shù)控等離子切割機(jī)的機(jī)械部件:對(duì)于數(shù)控等離子切割機(jī)的機(jī)械部件對(duì)一臺(tái)數(shù)控等離子切割機(jī)也是相當(dāng)重要的,機(jī)械部件做不好其他的做得再好也是沒(méi)有用的,以下是慧寧焊割對(duì)數(shù)控等離子切割機(jī)的機(jī)械部件介紹 關(guān)注 號(hào):慧寧焊割 更多精彩資訊等著你!機(jī)械傳動(dòng)部分的行走精度,有的是絲桿傳動(dòng),有的是塑料齒條傳動(dòng); 等離子切割是利用等離子弧貫穿材料面達(dá)到切割效果,考慮到等離子弧的形狀及材料貫穿步驟,等離子弧往往自切口的上部較下部切去較多的金屬,使切口端面稍微傾斜,上部邊緣一般呈方形,但有時(shí)稍呈圓形。?這里可能會(huì)導(dǎo)致的問(wèn)題是切割束流造成的兩個(gè)切割面在切口上緣的距離。在切口上緣熔化的情況下,緊靠熔化層下兩切割面的距離出現(xiàn)異常。 切割面平面度是指所測(cè)部位切割面上的點(diǎn)和點(diǎn)、按切割面傾角方向所作兩條平行線的間距。切割設(shè)備:割槍的噴嘴孔徑很重要,一般切割薄板用1.0的孔就可以了。切割氣壓,在引弧可靠的情況下,可以盡量調(diào)高。切割電流:在保證切割效率的情況下,適當(dāng)調(diào)小電流,可以減少割縫。 一般來(lái)說(shuō),使用數(shù)控等離子切割機(jī)加工,其割縫寬度與切割材料的厚度有一定的關(guān)系,但不少企業(yè)加工的情況來(lái)看,割縫寬度多有超出這個(gè)范圍進(jìn)而嚴(yán)重影響了切割質(zhì)量,以華宇誠(chéng)多年研發(fā)生產(chǎn)經(jīng)驗(yàn)來(lái)看,等離子弧切割的切口寬度比氧-乙炔切割的切口寬度寬1.5~2倍,隨板厚增加,切口寬度也增加。對(duì)板厚在25mm以下的不銹鋼或鋁,可用小電流等離子弧切割,切口的平直度是很高的,特別是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接進(jìn)行焊接,這是大電流等離子弧切割難以得到的。這對(duì)薄板不規(guī)則曲線下料和切割非規(guī)則孔提供了方便。 等離子弧切口表面存在約0.25~3.80mm厚的熔化層,但切口表面化學(xué)成分沒(méi)有改變。如切割含Mg5%的鋁合金時(shí),雖有0.25mm厚的熔化層,但成分未變,也未出現(xiàn)有氧化物。若用切割表面直接進(jìn)行焊接也可以得到致密的焊縫。切割不銹鋼時(shí),由于受熱區(qū)很快通過(guò)649℃的臨界溫度,使碳化鉻不會(huì)沿晶界析出。因此,用等離子弧切割不銹鋼是不會(huì)影響它的耐腐蝕性的。通過(guò)以上的了解我相信大家都對(duì)自己所買(mǎi)到的數(shù)控等離子切割機(jī)是好還是不好都有一定的認(rèn)識(shí)了,也基本可以判定自己的數(shù)控等離子切割機(jī)多少錢(qián),在此,慧寧焊割提醒大家,在購(gòu)買(mǎi)數(shù)控等離子切割機(jī)時(shí)要做好對(duì)比,對(duì)比加工和質(zhì)量,看到底什么樣的設(shè)備才是自己所需要購(gòu)買(mǎi)的。
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
數(shù)控等離子切割機(jī)電弧功率數(shù)控等離子切割機(jī)為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長(zhǎng)的孔道長(zhǎng)度并加強(qiáng)了冷卻效果,這樣可以使得噴嘴有效斷面內(nèi)通過(guò)的電流增加,即電弧的功率密度加大。但同時(shí)壓縮也使得電弧的功率損失加大,因此,實(shí)際用于切割的有效力量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的力量損失率會(huì)更大,在進(jìn)行切割工藝參數(shù)設(shè)計(jì)或切割成本的經(jīng)濟(jì)核算時(shí)應(yīng)該考慮這個(gè)問(wèn)題。在工業(yè)中使用的金屬板厚大多是在50mm以下,在這個(gè)厚度范圍內(nèi)用常規(guī)的等離子弧切割往往會(huì)形成上大下小的割口,而且割口的上邊緣還會(huì)導(dǎo)致切口尺寸精度下降并增加后續(xù)加工量。當(dāng)采用氧和氮?dú)獾入x子弧切割碳鋼、鋁和不銹鋼時(shí),當(dāng)板厚在10~25mm范圍內(nèi)時(shí),通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當(dāng)板厚小于1mm,隨板厚的減小,切口角度誤差從3°~4°增加到15°~25°。一般認(rèn)為,這種現(xiàn)象的產(chǎn)生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧力量的釋放多于下部。這個(gè)力量釋放的不平衡,與很多工藝參數(shù)密切相關(guān),如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長(zhǎng),形成更為均勻的高溫區(qū)域,同時(shí)加大射流的速度,可以減小切口上下的寬度差。然而,常規(guī)噴嘴的過(guò)度壓縮往往會(huì)引起雙弧現(xiàn)象,雙弧不但會(huì)損耗電極和噴嘴,使切割過(guò)程無(wú)法進(jìn)行,而且也會(huì)導(dǎo)致切口質(zhì)量的下降。另外,過(guò)大的切割速度和過(guò)大的噴嘴高度都會(huì)引起切口上下寬度差的增加。(以上內(nèi)容摘自國(guó)內(nèi)百科網(wǎng))
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
控等離子切割機(jī)1500w光纖激光切割機(jī)的簡(jiǎn)單介紹")
點(diǎn)擊查看華宇誠(chéng)數(shù)控科技有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】