您的位置>首頁 >黔東南本地產(chǎn)品動(dòng)態(tài) >
2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)
更新時(shí)間: 2025-01-17 04:03:48 瀏覽次數(shù):2
以下是:2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電議/米 |
|---|
| 發(fā)貨期限 | 3-7天 |
|---|
| 供貨總量 | 98998999 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 100米 |
|---|
| 是否廠家 | 是 |
|---|
| 發(fā)貨城市 | 山東聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 紅 橘 藍(lán) 綠 黑等 |
|---|
| 適用領(lǐng)域 | 道路 公路 景觀 公園 橋梁 |
|---|
| 產(chǎn)地 | 山東 |
|---|
| 品牌 | 宏達(dá)友源 |
|---|
| 可定制 | 是 |
|---|
以下是:2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)的圖文視頻
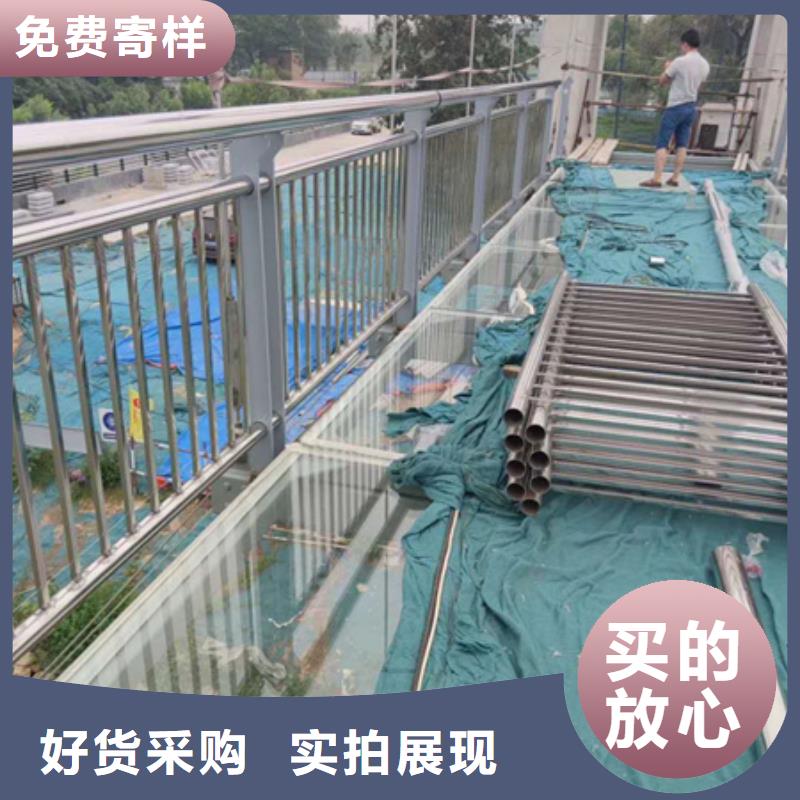
導(dǎo)讀 2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā),宏達(dá)友源金屬制品有限公司專業(yè)從事2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā),聯(lián)系人:張經(jīng)理,電話:0635-8889372、15069578444,QQ:508035490,發(fā)貨地:聊城聊牛路與東環(huán)路向東發(fā)貨到貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮(zhèn)遠(yuǎn)縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣,以下是2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)的詳細(xì)頁面。 貴州省,黔東南苗族侗族自治州 黔東南苗族侗族自治州是全國苗族侗族人口集中的地區(qū),被譽(yù)為生態(tài)之州、歌舞之州、神奇之州,各族人民在這片民族文化沃土躬耕壟畝,是世界鄉(xiāng)土文化基金會(huì)確定的18個(gè)生態(tài)文化保護(hù)圈之一,侗族大歌被列為世界非物質(zhì)文化遺產(chǎn),苗族服飾、古歌、銀飾等53項(xiàng)72個(gè)保護(hù)點(diǎn)列入非物質(zhì)文化遺產(chǎn)名錄。?陽河、云臺(tái)山、雷公山等自然景區(qū)山水秀美風(fēng)光獨(dú)特,鎮(zhèn)遠(yuǎn)古城、西江千戶苗寨、肇興千戶侗寨、下司古鎮(zhèn)等文化景區(qū)歷史悠久。2019年12月,民委命名黔東南苗族侗族自治州為“全國民族團(tuán)結(jié)進(jìn)步示范州”。2020年6月,經(jīng)中央依法治國委入選為批全國法治政府建設(shè)示范地區(qū)和項(xiàng)目名單。
量可靠##黔東南防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)")
量可靠##黔東南防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)")
防撞護(hù)欄期貨則明顯反彈太鋼不銹冷連軋車間當(dāng)寬幅冷連軋放量后,巨大的產(chǎn)量對流通渠道的依賴感極強(qiáng),價(jià)格的節(jié)節(jié)下調(diào),帶來改軋、正材同價(jià),窄帶和寬幅同價(jià),這樣就逼迫改軋廠減、停產(chǎn),這樣的擠壓效應(yīng)都通過流通渠道去體現(xiàn),從而使得流通領(lǐng)域資源更加“擁擠”,由視覺上的變化帶來的心理感受的變化終觸發(fā)價(jià)格的失守。冷連軋通過技術(shù)創(chuàng)新顯然已經(jīng)引領(lǐng)了冷軋價(jià)格走勢,且隨著后續(xù)相當(dāng)部分的冷連軋的產(chǎn)能的投產(chǎn)勢必會(huì)將這樣的引領(lǐng)作用所強(qiáng)化。
<黔東南>宏達(dá)友源金屬制品有限公司
2023質(zhì)量可靠##黔東南防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)
量可靠##黔東南防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)")
焊前必須對管子內(nèi)部、焊縫背面充99.99%的一段時(shí)間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內(nèi)部氧含量,當(dāng)氧含量低于50ppm時(shí)開始為了保證底層焊接質(zhì)量,采用鎢極靠弧焊進(jìn)行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復(fù)層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進(jìn)行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進(jìn)行下道主序焊接。 過渡層的焊接過渡層是復(fù)合管熔敷合金成分為復(fù)雜的焊層,如果焊接參數(shù)選用不當(dāng),容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時(shí)采用焊條選用A302,規(guī)格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產(chǎn)生,用砂輪磨掉進(jìn)行修補(bǔ)。
<黔東南>宏達(dá)友源金屬制品有限公司
2023質(zhì)量可靠##黔東南防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā)
總結(jié) 聯(lián)系人:張經(jīng)理,電話:15069578444,宏達(dá)友源金屬制品有限公司在貴州省黔東南市本地專業(yè)從事2025質(zhì)量可靠##防撞護(hù)欄廠家聯(lián)系電話##廠家批發(fā),貴州省黔東南市各個(gè)縣市以及周邊城市均可提供送貨上門服務(wù)!