


<黔東南>九冶管業有限公司
珩磨管采用滾壓加工,由于表面層留有表面殘余壓應力,可以幫助于表面微小裂紋的封閉,阻止侵蝕作用的擴展。從而增加表面抗腐蝕能力,并能減小疲勞裂紋的產生或擴大,因而增加珩磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的性和塑性變形,滾壓后,表面粗糙度值的減小,可增加配合性質缸筒是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造(又稱冷拔管,珩磨管),使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后必須更換端蓋
黔東南45#油缸管實體大廠家珩磨管專業知識問答1、珩磨管,其用珩磨機來珩磨的話,那么,其在內孔直徑上,可以達到多少?珩磨機的珩磨,其是通過珩磨油石條來進行,并對所要珩磨的表面進行修整研磨,達到預期加工效果。所以,對通過珩磨機珩磨得到的珩磨管,其在內孔直徑上,一般的,是為5到500毫米這一范圍內。2、在液壓缸筒的生產制造上,其是否有珩磨工序?此外,珩磨管,其是否可以當作油缸管來使用?在液壓缸筒的生產制造上,是有珩磨這一工序的,其的主要操作,是為內孔的研磨,以便得到預期想要的尺寸。而珩磨管,其是可以作為油缸管來使用的,不過,如果倒過來,則不成立,因為油缸管,其除了珩磨管這一個外,還可以有其它一些種類。


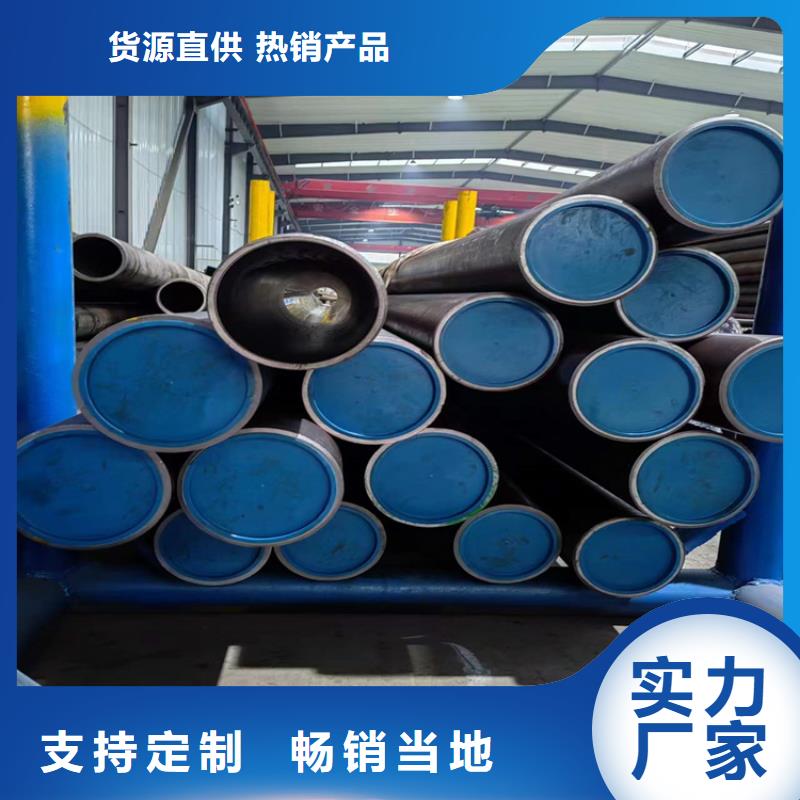
要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。還有關于管材珩磨中的珩磨壓力,也就是砂條作用在工件表面的壓力,決定于被加工表面的硬度,磨條的性質及加工的表面粗糙度要求。為了減小珩磨時工件的發熱,及時排除切屑以細化表面粗糙度,在珩磨時必須施加潤滑冷卻液,保證珩磨管的精度。由于珩磨管具有中空截面的特殊結構,因此它被廣泛用作于輸送流體的管道,比如石油、天然氣、水以及一些固體物料的輸送管道都是用珩磨管制成的。當然除此之外,珩磨管也是制造布局件和機械零件的選擇之一。冷拔絎磨管 工藝流程冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。什么是冷拔絎磨管?
<黔東南>九冶管業有限公司 黔東南45#油缸管實體大廠家