

聯(lián)系我們

您也許對(duì)黔東南本地以下產(chǎn)品新聞也感興趣
- 戶外宣傳欄燈箱承接
- 【活性炭】纖維束濾料歡迎新老客戶垂詢
- 革故鼎新【凱美】電腦密集柜
- 移動(dòng)型檔案柜廠家報(bào)價(jià)=移動(dòng)型檔案柜價(jià)格
- 【橋梁景觀護(hù)欄人車分流欄用心做好細(xì)節(jié)】
- 檔案密集柜生產(chǎn)廠家、檔案密集柜廠家商
- 精密鋼管拒絕差價(jià)
- 激光切割機(jī),【光纖激光切割機(jī)】真正讓利給買家
- 水下探摸公司附近打撈隊(duì) 「蘇龍潛水隊(duì)」
- 壓餅機(jī)-【大型龍門剪】品質(zhì)保證
- 服務(wù)區(qū)精神堡壘實(shí)力廠家
- 護(hù)欄橋梁護(hù)欄廠打造好品質(zhì)
- 橋梁護(hù)欄廠家橋梁防撞護(hù)欄廠支持貨到付清
- 不銹鋼護(hù)欄防撞護(hù)欄同行低價(jià)
- 護(hù)欄1_熱鍍鋅立柱聯(lián)系廠家
當(dāng)前位置:
武漢 華宇誠數(shù)控科技有限公司 >
黔東南當(dāng)?shù)禺a(chǎn)品新聞
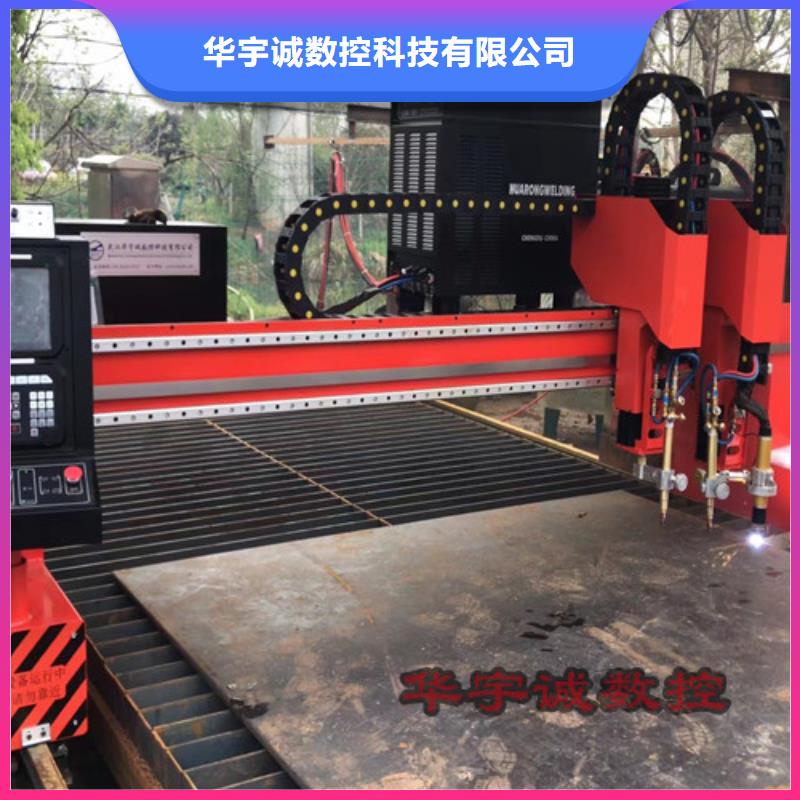
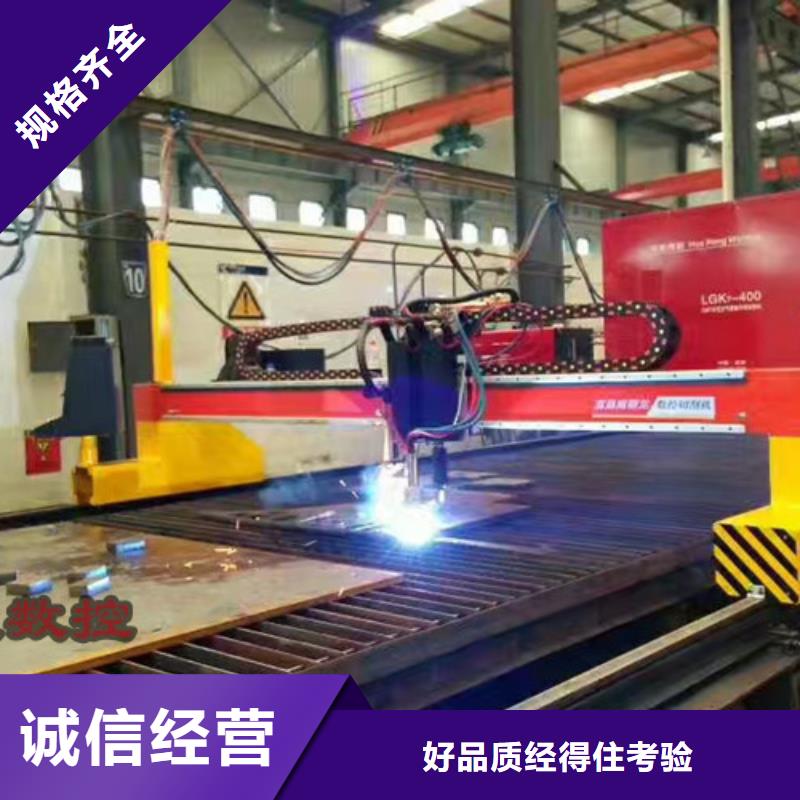
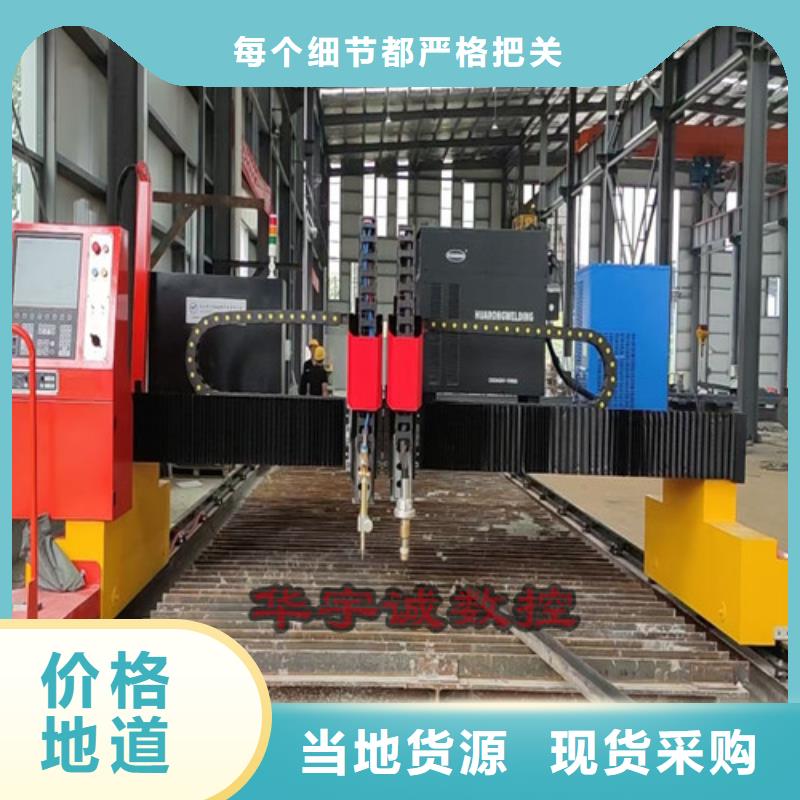
數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一
更新時(shí)間:2025-01-28 10:40:38 瀏覽次數(shù):13 公司名稱:武漢 華宇誠數(shù)控科技有限公司
以下是:數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電儀 |
| 發(fā)貨期限 | 3天 |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 供方支付 |
| 最小起訂 | 1 |
| 是否廠家 | 生產(chǎn)廠家 |
| 產(chǎn)品材質(zhì) | 鋼結(jié)構(gòu) |
| 產(chǎn)品品牌 | 華宇誠數(shù)控 |
| 產(chǎn)品規(guī)格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | YCLM-4000 |
| 質(zhì)保時(shí)間 | 2年 |
| 適用領(lǐng)域 | 金屬鋼板切割 |
以下是:數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一的圖文視頻


數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一,華宇誠數(shù)控科技有限公司為您提供數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一,聯(lián)系人:,電話:18986290037、18986290037,QQ:1051088151,請(qǐng)聯(lián)系華宇誠數(shù)控科技有限公司,發(fā)貨地:武漢江夏區(qū)廟山工業(yè)園特1號(hào)發(fā)貨到貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮(zhèn)遠(yuǎn)縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣。 貴州省,黔東南苗族侗族自治州 2022年,黔東南苗族侗族自治州生產(chǎn)總值1293.08億元,比上年增長(zhǎng)2.3%,兩年平均增長(zhǎng)3.7%。
為了讓您更地了解我們的數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一產(chǎn)品,只需花費(fèi)一分鐘時(shí)間,您就能發(fā)現(xiàn)更多令人心動(dòng)的細(xì)節(jié)和優(yōu)勢(shì),為您的購物體驗(yàn)增添更多驚喜。
以下是:數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一的圖文介紹
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
隨著等離子切割技術(shù)的不斷發(fā)展,數(shù)控等離子切割機(jī)的使用越來越普遍。作為中小厚度板切割下料主要設(shè)備之一,數(shù)控等離子切割機(jī)具有操作簡(jiǎn)單、度高、工作效率高、勞動(dòng)強(qiáng)度低等優(yōu)點(diǎn),被廣泛應(yīng)用于多個(gè)行業(yè),如化工行業(yè)、汽車行業(yè)、機(jī)械行業(yè)、軌道交通行業(yè)等。對(duì)于采用傳統(tǒng)切割方式難以切割的材料,可使用數(shù)控等離子切割機(jī)完成;從切割速度上,在切割中小厚度碳鋼板時(shí),數(shù)控等離子切割速度快于傳統(tǒng)的火焰切割速度,同時(shí)切割面保持光潔且熱變形情況好;從切割成本上,數(shù)控等離子切割成本遠(yuǎn)遠(yuǎn)低于激光切割成本。切割工作臺(tái)的優(yōu)化切割機(jī)自帶的切割工作臺(tái)有很多塊隔板支撐,如圖1所示,兩隔板間距110mm,切割小件時(shí)往往會(huì)出現(xiàn)工件掉進(jìn)隔板之間而無法拿出的情況,而且隔板為8mm×190mm×4600mm直平鋼板,由于經(jīng)常切割的原因,下面隔板氧化渣太多,影響正常切割,需經(jīng)常清理或更換。切割工作臺(tái)的優(yōu)化方案及實(shí)施情況由于本行業(yè)產(chǎn)品結(jié)構(gòu)和產(chǎn)品批次均不固定,為了節(jié)省材料,經(jīng)常采用套料形式(即大料和小料配套排版),如何通過對(duì)等離子工作臺(tái)的工藝創(chuàng)新等離子切割機(jī)的利用率和切割工作臺(tái)的使用壽命,是我們目前需要解決的問題。圖片圖1 數(shù)控等離子切割機(jī)自帶切割臺(tái)針對(duì)此問題,對(duì)現(xiàn)有下料產(chǎn)品進(jìn)行工藝分析并分類,挑選出小切割件,并確定小件尺寸,結(jié)合現(xiàn)場(chǎng)情況設(shè)計(jì)一套新的工作臺(tái),如圖2所示。圖片圖2 數(shù)控等離子切割機(jī)優(yōu)化后工作臺(tái)模型圖⑴具體方案。1)該平臺(tái)按1500mm×3000mm的尺寸制作,可以多個(gè)平臺(tái)組合使用;2)平臺(tái)外框由4mm板材折成U形件,并組焊成長(zhǎng)方形框架結(jié)構(gòu),確保框架的剛度,以防在吊運(yùn)過程中變形;3)框架內(nèi)部有2~3個(gè)由4mm 板折成的V形件,縱向倒扣在框架內(nèi),在縱梁上開3.5mm寬槽口,便于隔板的插入;4)隔板由1500mm×200mm板制成,將一邊切割成鋸齒形結(jié)構(gòu)。⑵具體實(shí)施過程。1)根據(jù)設(shè)備參數(shù)及所需切割零件的大小,設(shè)計(jì)切割工作臺(tái)的長(zhǎng)、寬、高和隔板間距;2)根據(jù)設(shè)計(jì)圖制作切割工作臺(tái);3)所有切割工作臺(tái)零件均用數(shù)控切割機(jī)一次割出,尺寸,方便隔板的更換;4)切割工作臺(tái)框架采用數(shù)控折彎?rùn)C(jī)進(jìn)行編程折彎,定位尺寸準(zhǔn)確,成形度好;5)組焊切割工作臺(tái)框架;6)將隔板插入切割工作臺(tái);7)將切割工作臺(tái)放在原有切割工作臺(tái)上,切割時(shí)將料放在活動(dòng)切割工作臺(tái)上進(jìn)行切割,如圖3所示。圖片圖3 數(shù)控等離子切割機(jī)優(yōu)化后工作臺(tái)實(shí)物圖切割過程中路徑優(yōu)化由于板材的熱脹冷縮效應(yīng),在切割過程中加工件與余料之間會(huì)產(chǎn)生相對(duì)移動(dòng),按加工件重量與余料重量的差別,產(chǎn)生相對(duì)移動(dòng)可分為以下三種情況:⑴當(dāng)加工件重量>余料重量時(shí),加工件不動(dòng),余料相對(duì)平臺(tái)移動(dòng),不影響加工件的尺寸;⑵當(dāng)加工件重量<余料重量時(shí),加工件相對(duì)平臺(tái)移動(dòng),余料不動(dòng),加工件產(chǎn)生一定的偏差;⑶當(dāng)加工件重量與余料重量相當(dāng)時(shí),加工件和余料相對(duì)平臺(tái)都可能產(chǎn)生移動(dòng),影響加工件的尺寸。實(shí)踐表明,加工件或余料相對(duì)平臺(tái)產(chǎn)生的移動(dòng),使加工件產(chǎn)生的尺寸誤差一般在0.3~4mm之間。工件單邊的切割路徑在數(shù)控等離子切割過程中選擇合理的切割工藝,產(chǎn)生的變形量會(huì)有不同。在切割圖4所示板材時(shí),若選擇A點(diǎn)為起弧點(diǎn),切割方向和順序?yàn)椋篈→D→C→B→A(圖4a),當(dāng)完成AD段的切割,加工DC段時(shí),由于DC段余料窄,切割時(shí)高溫使DC段余料產(chǎn)生線性伸長(zhǎng),CB段向外偏轉(zhuǎn),切割后使DC段尺寸縮小δ(圖4b),δ 的大小與DC段的尺寸成正比。如果選擇 A→B→C→D→A的切割順序,工件經(jīng)DA與母板分離,可有效減小切割變形。圖片圖4 工件單邊的切割路徑及變形情況圖片圖5 細(xì)長(zhǎng)件切割圖片圖6 細(xì)長(zhǎng)件兩件配對(duì)切割細(xì)長(zhǎng)件的變形控制對(duì)于圖5細(xì)長(zhǎng)件的切割,若按A→B→C→D→A,當(dāng)切割DA段時(shí),BC段的膨脹可阻止CD 段的膨脹,完成整體切割冷卻后,DA段的收縮量要大于BC段的收縮量,使工件向DA側(cè)彎曲。旁彎量δ的大小取決于加工件的長(zhǎng)寬比Y/X,長(zhǎng)寬比越大,旁彎量δ就越大。如果采用兩件配對(duì)切割,如圖6所示,選擇A點(diǎn)為起弧點(diǎn),切割方向和順序:A→B→C→D→E→A→F。在完成DE段時(shí),與母板分離相當(dāng)于工件長(zhǎng)寬比縮小一半,使旁彎量δ減小,當(dāng)切割A(yù)F段時(shí)使工件兩側(cè)膨脹和收縮量相等,細(xì)長(zhǎng)件旁彎變形能明顯減小。異形件的切割工藝對(duì)于特殊件的切割(圖7),綜合上述的加工方法并針對(duì)不同異形件,可選擇下列的切割工藝。圖片圖7 特殊件切割⑴對(duì)于凹形件采取兩件配對(duì)切割的方法,先切割內(nèi)邊,后切割外邊,由外向內(nèi)使兩件分開。切割順序如圖 8所示,內(nèi)邊:A1→B1→C1→D1→A1;外邊:A→B→C→D→A,E→F、H→G。圖片圖8 凹形件兩件配對(duì)切割⑵對(duì)于偏置中空件應(yīng)采取兩件配對(duì)切割,使兩件分離。切割順序如圖9所示,內(nèi)邊:A1→B1→C1→D1→A1,A2→B2→C2→D2→A2,外邊:A→B→C→D→A, E→F。圖片圖9 偏置中空件兩件配對(duì)切割結(jié)論本工藝創(chuàng)新取得的有益效果如下:通過工藝創(chuàng)新,等離子切割機(jī)的利用率大大,工作臺(tái)隔板更換方便且更換率降低一半,降低了更換成本。切割小件得到了滿足,目前本工藝創(chuàng)新已廣泛應(yīng)用于鐵路客車鋼結(jié)構(gòu)下料中,每輛車均有很多小件需要切割下料,提高了工效并且節(jié)約了大量成本。使用等離子切割時(shí)應(yīng)注意以下問題:分析數(shù)控等離子切割機(jī)切割件變形規(guī)律及影響,在切割前進(jìn)行適當(dāng)?shù)陌宀男F教幚?合理地進(jìn)行板材固定,防止在切割過程中加工件發(fā)生移動(dòng);編制切割程序時(shí),選擇合理的切割工藝,使工件的尺寸面與母板分離;對(duì)于切割細(xì)長(zhǎng)件或異形件時(shí),用兩件配對(duì)切割等控制方法,可有效防止或減小切割件的變形。數(shù)控等離子切割在加工行業(yè)中無論從切割質(zhì)量還是切割效益都優(yōu)于火焰切割,配合不同的工作氣體可切割各種金屬,尤其對(duì)有色金屬切割效果更佳。
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
數(shù)控等離子切割機(jī)電弧功率數(shù)控等離子切割機(jī)為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長(zhǎng)的孔道長(zhǎng)度并加強(qiáng)了冷卻效果,這樣可以使得噴嘴有效斷面內(nèi)通過的電流增加,即電弧的功率密度加大。但同時(shí)壓縮也使得電弧的功率損失加大,因此,實(shí)際用于切割的有效力量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的力量損失率會(huì)更大,在進(jìn)行切割工藝參數(shù)設(shè)計(jì)或切割成本的經(jīng)濟(jì)核算時(shí)應(yīng)該考慮這個(gè)問題。在工業(yè)中使用的金屬板厚大多是在50mm以下,在這個(gè)厚度范圍內(nèi)用常規(guī)的等離子弧切割往往會(huì)形成上大下小的割口,而且割口的上邊緣還會(huì)導(dǎo)致切口尺寸精度下降并增加后續(xù)加工量。當(dāng)采用氧和氮?dú)獾入x子弧切割碳鋼、鋁和不銹鋼時(shí),當(dāng)板厚在10~25mm范圍內(nèi)時(shí),通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當(dāng)板厚小于1mm,隨板厚的減小,切口角度誤差從3°~4°增加到15°~25°。一般認(rèn)為,這種現(xiàn)象的產(chǎn)生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧力量的釋放多于下部。這個(gè)力量釋放的不平衡,與很多工藝參數(shù)密切相關(guān),如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長(zhǎng),形成更為均勻的高溫區(qū)域,同時(shí)加大射流的速度,可以減小切口上下的寬度差。然而,常規(guī)噴嘴的過度壓縮往往會(huì)引起雙弧現(xiàn)象,雙弧不但會(huì)損耗電極和噴嘴,使切割過程無法進(jìn)行,而且也會(huì)導(dǎo)致切口質(zhì)量的下降。另外,過大的切割速度和過大的噴嘴高度都會(huì)引起切口上下寬度差的增加。(以上內(nèi)容摘自國內(nèi)百科網(wǎng))
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
華宇誠數(shù)控科技有限公司坐落于中國的 貴州黔東南大功率激光切割機(jī)生產(chǎn)基地--貴州黔東南,是一家專業(yè)生產(chǎn)、研發(fā)、銷售 貴州黔東南大功率激光切割機(jī)廠家, 經(jīng)過多年的不懈努力,華宇誠數(shù)控科技有限公司憑著產(chǎn)品優(yōu)良的品質(zhì),精致的制造工藝、規(guī)范的管理和完善的服務(wù),贏得了廣大客戶的信賴和支持。
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
數(shù)控等離子切割機(jī)散熱系統(tǒng)清理要點(diǎn)數(shù)控等離子切割機(jī)的散熱系統(tǒng)作為割炬主要散熱渠道,在常規(guī)配置中可以分為風(fēng)冷式散熱和水冷式散熱兩大類,由于數(shù)控等離子切割機(jī)的工作原理:利用等離子體弧柱的高溫來熔化被切割材料,在一般切割加工使用時(shí),是需要配備專門的空氣壓縮機(jī)作為輔助實(shí)現(xiàn)切割過程中吹離材料熔渣形成割縫效果。等離子體是一種特殊的物質(zhì)形態(tài),現(xiàn)代物理上把它列于固態(tài)、液態(tài)、氣態(tài)之后的物質(zhì)第四態(tài)。等離子弧是將自由電弧通過機(jī)械壓縮,熱收壓縮和磁收縮,進(jìn)行強(qiáng)迫 “壓縮”而獲得的壓縮電弧,其能量集中,溫度高(弧中心溫度18000-24000K),焰流速度大(可達(dá)300m/s以上)。 接下來武漢耐霸小編將主要就數(shù)控等離子切割機(jī)散熱系統(tǒng)清理及日常維護(hù)需要注意的一些要求予以歸納和說明:1. 擰下螺釘,拆下空氣過濾器,準(zhǔn)備清洗;2. 定期監(jiān)視數(shù)控系統(tǒng)的電網(wǎng)電壓,保證電網(wǎng)電壓的波動(dòng)范圍在允許的額定范圍內(nèi);3. 輕輕振動(dòng)拆下后的過濾器,同時(shí),用壓縮空氣由里向外吹掉空氣過濾器內(nèi)的灰塵;4. 定期檢查和更換直流電動(dòng)機(jī)電刷;5. 若過濾器灰塵過厚壓縮空氣無法除去時(shí),可采用中性清潔劑輕輕沖洗,置于陰涼處晾干;6. 定期更換存儲(chǔ)器用電池。一般情況下,即使電池尚未失效,也應(yīng)每年更換一次電池,以確保系統(tǒng)能正常地工作 。
控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一")
點(diǎn)擊查看華宇誠數(shù)控科技有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
在貴州省黔東南市采購數(shù)控等離子切割機(jī)-板管光纖激光切割機(jī)服務(wù)始終如一請(qǐng)認(rèn)準(zhǔn)華宇誠數(shù)控科技有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:-18986290037,QQ:1051088151,地址:江夏區(qū)廟山工業(yè)園特1號(hào))。