您的位置>首頁 >黔東南本地產品推薦News >
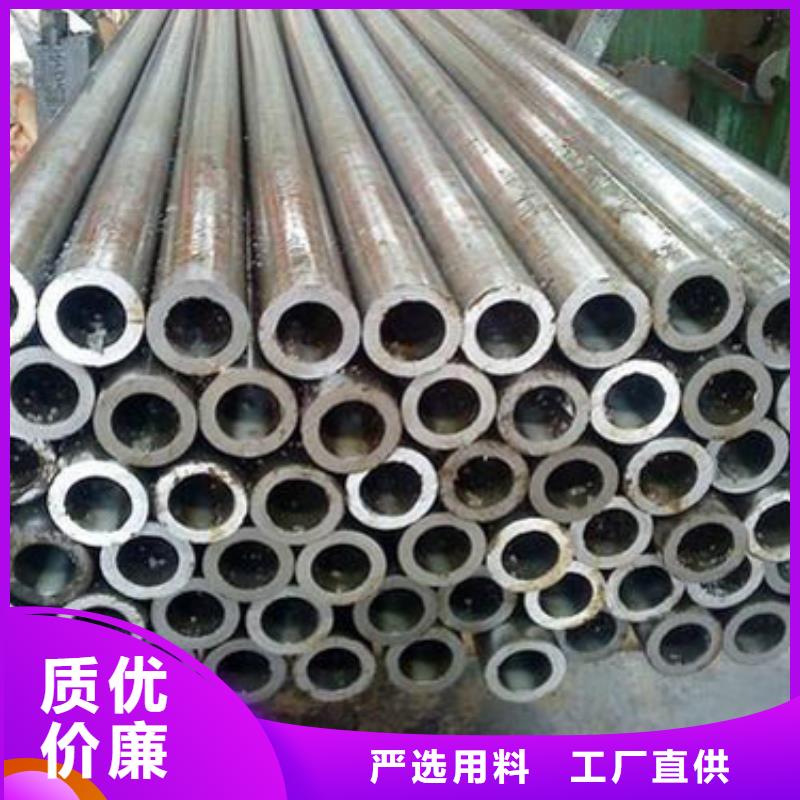
45#精密鋼管大型生產廠家
更新時間: 2025-01-25 22:54:47 瀏覽次數:4
以下是:45#精密鋼管大型生產廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 4.5/米 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 9999 |
|---|
| 運費說明 | 電聯 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 大金鋼管 |
|---|
| 發貨城市 | 山東聊城 |
|---|
| 產品產地 | 山東聊城 |
|---|
| 可售賣地 | 全國 |
|---|
| 適用領域 | 金屬制品,機械制造 |
|---|
以下是:45#精密鋼管大型生產廠家的圖文視頻
導讀 45#精密鋼管大型生產廠家,大金鋼管制造有限公司專業從事45#精密鋼管大型生產廠家,聯系人:王經理,電話:18863585399、15806808820,QQ:1365789918,發貨地:聊城經濟開發區工業園發貨到貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣,以下是45#精密鋼管大型生產廠家的詳細頁面。 貴州省,黔東南苗族侗族自治州 黔東南苗族侗族自治州,貴州省轄自治州,位于貴州省東南部,東與湖南省懷化市毗鄰,南和廣西壯族自治區柳州市、河池市接壤,西連黔南布依族苗族自治州,北抵遵義、銅仁兩市,總面積30282平方千米。截至2023年3月,全州轄15個縣,1個縣級市。截至2022年底,全州常住人口373.13萬人。

20#精密管在加工的過程中要不斷的進行折彎,但是由于折彎性要求鋼管必須非常柔軟,我們20#精密鋼管廠會在20#精密鋼管生產的過程中加入適當的氧化鈉,這種化學物品就是對鋼管之類的管子在退火的時候幫助彎曲,增加柔韌和靈活性。這樣退貨完成,才能進行機器折彎。但是折彎操作也是要分時候的, 在溫度比較高的中午進行。那么具體的我們大家可以看一下介紹!
,20#精密鋼管如何進行切斷
1.20#精密鋼管切斷以及沖壓:由于20#精密鋼管比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙準確時才能不發生切變不良和加工硬化, 采用等離子或激光切斷。
2.當不得不采用氣割或電弧切斷時,20#精密鋼管加工焊接之前應徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用20#精密鋼管刷。
大金鋼管制造有限公司

精密管行業也在緩慢進行發展中,現在在緩慢發展中,精密管價格仍然在一高三低的進行中,價格不穩定已經成為了家常便飯,就好像孩子的臉說變就變,很多人都說做精密管生意不好做了,都是非常辛苦的,市場上利空因素在逐漸的增多,嚴重地制約著經濟的正常運行。在這種大背景之下,精密管市場已經進入了危急的時刻!
行業人士分析認為,精密管市場供需矛盾根本沒有緩和,雖然近期有小幅反彈現象,但受供需形勢制約,產能過剩尚未解決,需求增長更加緩慢,矛盾更加突出。市場競爭更加激烈。后期精密管價格或將出現波動態勢。

精密管生產中幾個關鍵技術問題 1.對原材料材質的質量要求:精密鋼管的原材料,除必須達到
普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學成分:冶煉時,重點是
提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應后步冷變
形加工,硫含量 不要超過0.02%,因此要嚴格控制鋼的化學成分,同時為保證產品具有良好的
力學性能,冷彎,焊接等工藝性能,還需適當增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼
帶軋制時,應采用AGC和板形控制系統,提高鋼帶厚度精度和版型精度。同時還要采用控制冷卻方
法,提高鋼帶的強韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接
質量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結晶水,在焊接過程中,高溫會使其中的氧
氫折出,如不能排出,存在于焊縫之中,易產生氣孔微裂紋,改變組織結構,降低材料塑形,降低
延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機組成型及定徑部分
孔型設計和調整方法均會直接影響焊接質量的優劣。傳統的成型工藝為輥式成型工藝,有單半徑、
雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成
形質量。各種成型工藝技術,有不同優缺點,適合不同的條件,根據產品的大綱、產品用途應在設
備選型時慎重考慮、以選擇不同的成型工藝技術。為了減少彈性變形,對于精密焊管機組加工變形
道次都比普通焊管道次響應增加2、3道次。

總結 今年在貴州省黔東南市購買45#精密鋼管大型生產廠家有了新選擇,大金鋼管制造有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的45#精密鋼管大型生產廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-15806808820,QQ:1365789918,地址:經濟開發區工業園。