高壓鍋爐管廠家直銷(xiāo)")
高壓鍋爐管品質(zhì)保障")
高壓鍋爐管售后無(wú)憂")

nm300耐磨鋼板批發(fā)商家")
鋼板切割就是把鋼板切成一整塊一整塊的方角的四邊形,從來(lái)都沒(méi)想過(guò)鋼板還可以切出各種各樣的形狀來(lái)。我看過(guò)一張圖片,把很厚的鋼板切成三角星的樣子,而且邊角還不是尖的,而是圓的。鋼板切割能夠做到這樣的程度,我真的覺(jué)得十分不可思議。想想到底是要用什么樣的技術(shù)才可以,即使有所謂的激光,但是如果不能經(jīng)過(guò)的計(jì)算,每個(gè)角的差距可就不知一丁點(diǎn)兒了。
鋼板切割現(xiàn)在發(fā)展出鋼板切割工藝,這是一個(gè)精細(xì)的活兒,對(duì)于邊角的要求,對(duì)設(shè)備的掌握程度要求都是非常嚴(yán)格的。作為一個(gè)沒(méi)有接觸過(guò)這一方面的人,真的想都不敢想。鋼板切割如果再發(fā)展,我想是不是能夠切割出更加精美的東西。而精細(xì)化的鋼板切割,人們把它叫做異形件鋼板切割,對(duì)于設(shè)備和從業(yè)人員的要求都非常的高。現(xiàn)代化建筑隨著技術(shù)的發(fā)展也在發(fā)展,對(duì)于建材的要求也在不斷地增加,一塊厚厚的鋼材都需要能夠有弧度。但這也不是容易的事情,雖說(shuō)好的設(shè)備可以辦到,但是缺乏好的切割工人也是難以辦到的。對(duì)于一個(gè)弧度的精準(zhǔn)把握,就像雕刻師對(duì)于石頭的雕刻一樣,每一個(gè)步驟都追求細(xì)節(jié),每一個(gè)細(xì)節(jié)都追求完美。鋼鐵切割,不像人們想的那么容易,在不少方面不進(jìn)行學(xué)習(xí)是沒(méi)有辦法辦到的。我們也希望鋼鐵切割工藝能夠不斷地發(fā)展,以后也一定會(huì)有非常不錯(cuò)的作為藝術(shù)的東西出現(xiàn)。nm300耐磨鋼板批發(fā)商家")
合金鋼鋼板的性能
(1)淬透性低。一般情況下,碳鋼水淬的 淬透直徑只有10mm-20mm。隨著科學(xué)技術(shù)和工業(yè)的發(fā)展,對(duì)材料提出了更高的要求,如更高的強(qiáng)度,抗高溫、高壓、低溫,耐腐蝕、磨損以及其它特殊物理、化學(xué)性能的要求,碳鋼已不能完全滿足要求。>
碳鋼的不足:
(2) 強(qiáng)度和屈強(qiáng)比較低。如普通碳鋼Q235鋼的σs為235MPa,而低合金結(jié)構(gòu)鋼16Mn的σs則為360MPa以上。40鋼的 σs /σb僅為0.43 遠(yuǎn)低于合金鋼。(3) 回火穩(wěn)定性差。由于回火穩(wěn)定性差,碳鋼在進(jìn)行調(diào)質(zhì)處理時(shí),為了保證較高的強(qiáng)度需采用較低的回火溫度,這樣鋼的韌性就偏低;為了保證較好的韌性,采用高的回火溫度時(shí)強(qiáng)度又偏低,所以碳鋼的綜合機(jī)械性能水平不高。
(4) 不能滿足特殊性能的要求。碳鋼在抗氧化、耐蝕、耐熱、耐低溫、耐磨損以及特殊電磁性等方面往往較差,不能滿足特殊使用性能的需求。nm300耐磨鋼板批發(fā)商家")
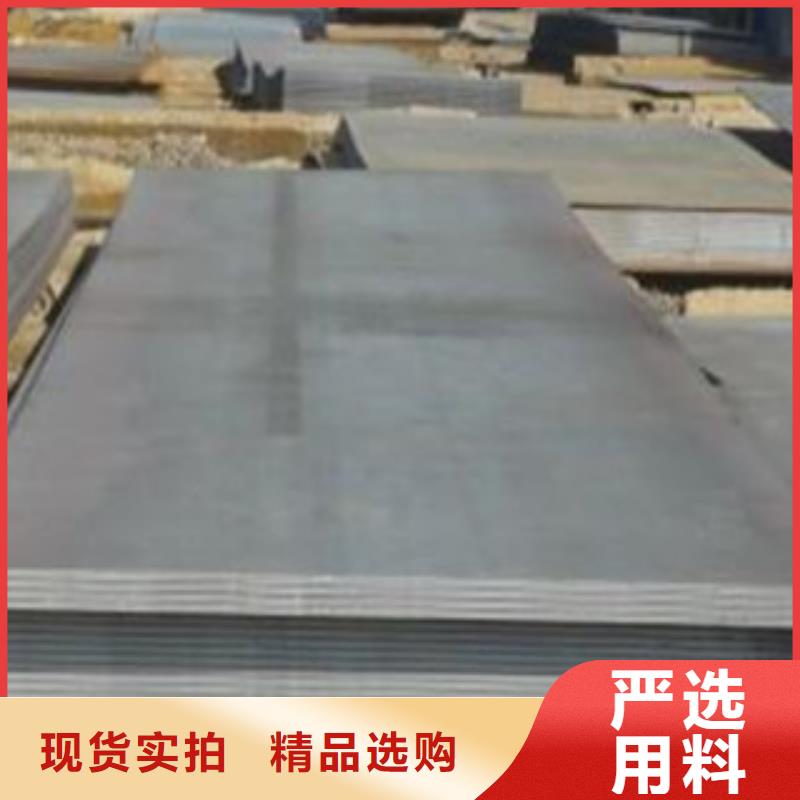
厚鋼板是厚度在4mm以上的鋼板的統(tǒng)稱,在實(shí)際工作中,常將厚度小于20mm的鋼板稱為中板,厚度>的鋼板稱為厚板,厚度>60mm的鋼板則需在專門(mén)的特厚板軋機(jī)上軋制,故稱特厚板。厚鋼板的寬度從。厚板按用途又分造船鋼板、橋梁鋼板、鍋爐鋼板、高壓容器鋼板、花紋鋼板、汽車(chē)鋼板、裝甲鋼板和復(fù)合鋼板等。 鋼板是平板狀,矩形的,可直接軋制或由寬鋼帶剪切而成。鋼板按厚度分,薄鋼板<4毫米(薄0.2毫米),厚鋼板4~60毫米,特厚鋼板60~115毫米。鋼板按軋制分,分熱軋的和冷軋的。薄板的寬度為500~1500毫米;厚的寬度為600~3000毫米。薄板按鋼種分,有普通鋼、優(yōu)質(zhì)鋼、合金鋼、彈簧鋼、不銹鋼、工具鋼、耐熱鋼、軸承鋼、硅鋼和工業(yè)純鐵薄板等;按專業(yè)用途分,有油桶用板、搪瓷用板、防彈用板等;按表面涂鍍層分,有鍍鋅薄板、鍍錫薄板、鍍鉛薄板、塑料復(fù)合鋼板等。厚鋼板的鋼種大體上和薄鋼板相同。在品各方面,除了橋梁鋼板、鍋爐鋼板、汽車(chē)制造鋼板、壓力容器鋼板和多層高壓容器鋼板等品種純屬厚板外,有些品種的鋼板如汽車(chē)大梁鋼板(厚2.5~10毫米)、花紋鋼板(厚2.5~8毫米)、不銹鋼板、耐熱鋼板等品種是同薄板交叉的。
nm300耐磨鋼板批發(fā)商家")
其特征是相比普通A3鋼板,具有更高的強(qiáng)度,抗變形能力。
45號(hào)鋼是中碳結(jié)構(gòu)鋼,冷熱加工性能都不錯(cuò),機(jī)械性能較好,且價(jià)格低、來(lái)源廣,所以應(yīng)用廣泛。它的 弱點(diǎn)是淬透性低,截面尺寸大和要求比較高的工件不宜采用。
45號(hào)鋼淬火溫度在A3+(30~50) ℃,在實(shí)際操作中,一般是取上限的。偏高的淬火溫度可以使工件加熱速度加快,表面氧化減少,且能提高工效。為使工件的奧氏體均勻化,就需要足夠的保溫時(shí)間。如果實(shí)際裝爐量大,就需適當(dāng)延長(zhǎng)保溫時(shí)間。不然,可能會(huì)出現(xiàn)因加熱不均勻造成硬度不足的現(xiàn)象。但保溫時(shí)間過(guò)長(zhǎng),也會(huì)也出現(xiàn)晶粒粗大,氧化脫碳嚴(yán)重的弊病,影響淬火質(zhì)量。我們認(rèn)為,如裝爐量大于工藝文件的規(guī)定,加熱保溫時(shí)間需延長(zhǎng)1/5。
因?yàn)?5號(hào)鋼淬透性低,故應(yīng)采用冷卻速度大的10%鹽水溶液。工件入水后,應(yīng)該淬透,但不是冷透,如果工件在鹽水中冷透,就有可能使工件開(kāi)裂,這是因?yàn)楫?dāng)工件冷卻到180℃左右時(shí),奧氏體迅速轉(zhuǎn)變?yōu)轳R氏體造成過(guò)大的組織應(yīng)力所致。因此,當(dāng)淬火工件快冷到該溫度區(qū)域,就應(yīng)采取緩冷的方法。由于出水溫度難以掌握,須憑經(jīng)驗(yàn)操作,當(dāng)水中的工件抖動(dòng)停止,即可出水空冷(如能油冷更好)。nm300耐磨鋼板批發(fā)商家")