



普洱花鍵管加工 <普洱>金帝鋼管
花鍵管石墨化低溫退火;鑄造時加熱到略低于Ac1下限溫度[Ac1下限-(30~50)℃],約650~700℃,保溫一段時間,使共析滲碳體分解,再用爐子冷卻。在250℃以下進行石墨化退火,大型鑄鐵件和復雜件的退火溫度要低一些。在未降至室溫之前,異形花鍵精密無縫管不能被雨水、積雪和水浸濕。鑄造位置應平滑。 正火正火的目的是提高異形花鍵精密無縫管的強度、硬度和耐磨性。或者用作表面淬火的準備熱處理,改善基體的組織和性能。灰口鑄鐵件常用的正火方法有局部正火和完全正火兩種。前一種方法主要用于組織比較均勻,要求有一定強度和韌性的工件上,后一種方法主要用于高硬度灰鑄鐵,以提高異形花鍵精密無縫管的強度。


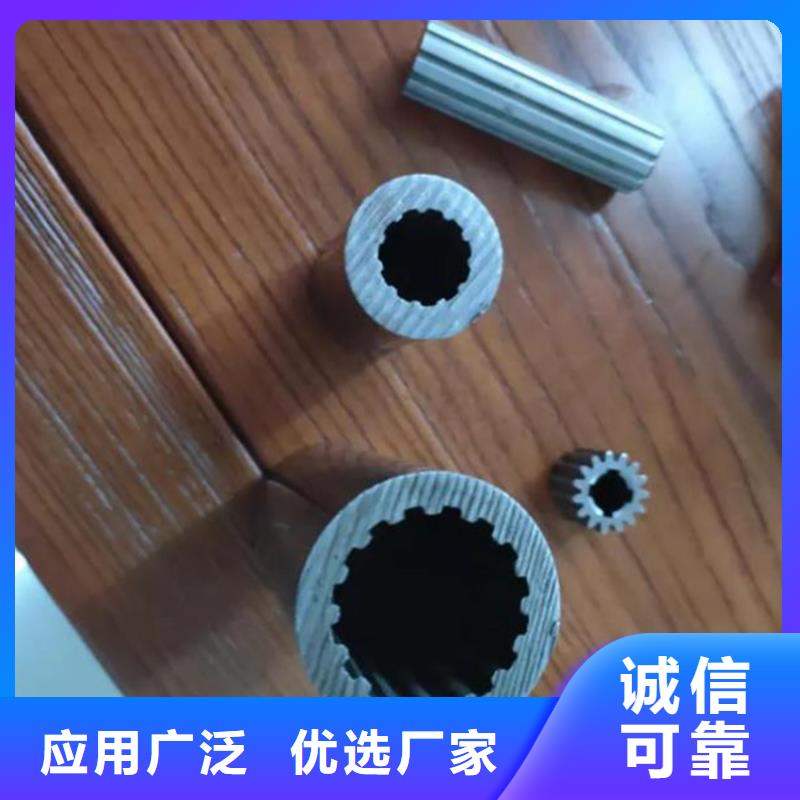
為了提高花鍵管的加工效率,本技術提供一種花鍵管加工設備。 .方面,本技術提供一種花鍵管加工設備,采用如下的技術方案:一種花鍵管加工設備,包括:機架;子模,固定于所述機架上,所述子模上設有供花鍵管的一端插入的插入槽,所述插入槽的槽底設有規格標記;定位標記刀,沿所述插入槽的徑向滑移連接于所述子模上;子模沖頭,設于所述子模的一側;下壓驅動源,設于所述機架上驅使所述子模沖頭靠近所述子模;標記刀沖頭,沿所述插入槽的徑向滑移連接于所述機架上;以及驅動組件,設于所述機架上驅使所述標記刀沖頭沖壓所述定位標記刀。

異形花鍵管退火技術條件:①普通灰鑄鐵以550℃為宜,超過550℃容易使部分滲碳體發生石墨化、顆粒化,導致異形花鍵精密無縫管強度、硬度下降。高合金灰鑄鐵溫度可達650℃,低合金灰鑄鐵溫度可達到600℃。其二,一般采用60~120℃/h的加熱速度。 異形花鍵精密無縫管形狀復雜,各部位差異大,宜慢熱。③保暖時間一般選擇在2~8小時。一般灰鑄鐵在550℃退火,保溫2小時后,殘余應力降到原來的60%8小時后降到40%。④冷速一般控制在20~40℃/h,冷量不超過200~150℃即可烘干。注:鑄造過程中,在未降至室溫前,不得用水、雨、雪進行浸漬。異形花鍵精密無縫管生產完成后應放置平穩,小異形花鍵精密無縫管可堆疊。
 普洱花鍵管加工
普洱花鍵管加工


