



【新品發(fā)布,視頻先行!】冷拔方鋼扁鋼放心得選擇產(chǎn)品,等你來探!
以下是:冷拔方鋼扁鋼放心得選擇的圖文介紹

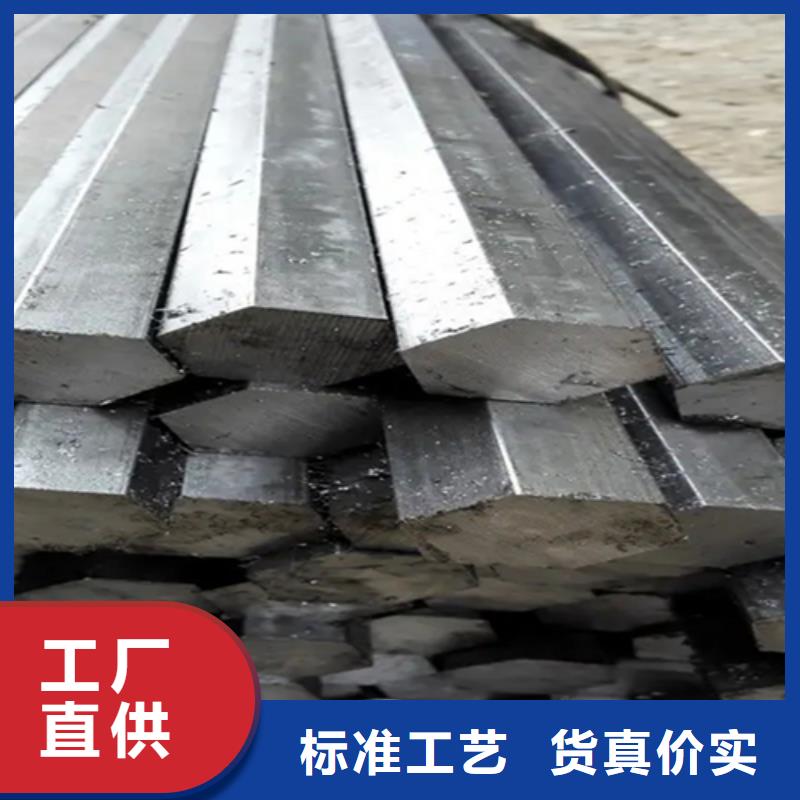
冷拔方鋼的出產(chǎn)方式:大有些冷拔方鋼加工都是冷拔方鋼經(jīng)由過程壓力加工,使被加工的鋼(坯、錠等)發(fā)生塑性變形。按照冷拔方鋼加工溫度不冷拔方鋼同以分冷加工和熱加工兩種。冷拔方鋼的首要加工方式有:軋制:將冷拔方鋼金屬坯料經(jīng)由過程一對扭轉(zhuǎn)軋輥的空位(各類形狀),因受軋輥的緊縮使材料截面減小,長度增加的壓力加工方式,這是出產(chǎn)冷拔方鋼*常用的出產(chǎn)方式,首要用來出產(chǎn)冷拔方鋼型材、板材、管材。分冷軋、熱軋。鍛造冷拔方鋼:運用鍛錘的來去沖擊力或壓力機的壓力使坯料改動成我們所需的形狀和尺度的一種壓力加工方式。一般分為自由鍛和模鍛,常用作出產(chǎn)大型材、開坯等截面尺冷拔方鋼寸較大的材料。冷拔方鋼:是將現(xiàn)已軋制的金屬坯料(型、管、成品等)經(jīng)由過程模孔拉撥成截面減小長度增加的加工方式大多用作冷加工。揉捏:是冷拔方鋼將金屬放在密閉的揉捏簡內(nèi),一端施加壓力,使金屬從端方的模孔中擠出而獲得有同形狀和尺度的成品的加工方式,多用于出產(chǎn)有色金屬材冷拔方鋼。黑色金屬、鋼和有色金屬 在介紹鋼的分類之前先簡單介紹一下黑色金屬、冷拔方鋼與有色金屬的根柢概念。黑色金屬是指鐵和鐵的合金。如鋼、生鐵、鐵合金、鑄鐵等。鋼和生鐵都是以鐵冷拔方鋼為根底,以碳為首要增加元素的合金,統(tǒng)稱為鐵碳合金。


冷拔方鋼在常溫下強行拉伸拉應(yīng)力超過原鋼屈服點強度的鋼材,使鋼材產(chǎn)生塑性變形,以提高鋼材屈服強度強度,節(jié)約鋼材。也就是說,其是利用冷擠壓技術(shù),通過準(zhǔn)確的模具,拉出各種精度高、表面光滑的冷拔方鋼。冷拔方鋼有什么優(yōu)勢?高準(zhǔn)確度根據(jù)設(shè)計方案,冷拉鋼具有不同形狀的磨料,不同的截面形狀、不同的規(guī)格和尺寸公差。視角可以設(shè)計成斜角或圓弧。冷拔方鋼采用硬質(zhì)合金模具,確保尺寸公差準(zhǔn)確均勻。表面光滑冷拔后表面光亮光滑,表層穩(wěn)定增長。可立即應(yīng)用,如噴漆、砂光、折彎、沖孔、或按特定規(guī)定精拉后立即電鍍等工藝,省去大量機加工時間,節(jié)省設(shè)備加工成本。節(jié)省原材料冷拔工藝是通過熱鍛將原材料轉(zhuǎn)變?yōu)樗璧男螤睢⒁?guī)格和尺寸公差。原材料的損耗很小。相對來說,用傳統(tǒng)數(shù)控車床加工鉆孔、切削損耗的原材料,原材料的節(jié)省是明顯的,尤其是原材料用量大時,原材料的用量也比較大。會大大節(jié)省。冷拔方鋼被廣泛用作曲軸、尾軸、船用螺旋槳軸、艉軸和舵軸的重要材料。這是因為冷拔方鋼具有驚人的強度重量比,并且還具有良好的耐大氣腐蝕性能。



鑫澤金屬制品有限公司現(xiàn)在將以客戶為關(guān)注焦點,堅持“以可持續(xù)發(fā)展為導(dǎo)向,創(chuàng)新求實;以滿足 云南普洱扁鋼客戶為永遠(yuǎn)追求,信譽至上”的企業(yè)宗旨,開拓創(chuàng)新,在合作中不斷進(jìn)取,與時俱進(jìn),加強改進(jìn),開創(chuàng)更加輝煌的明天。 經(jīng)營理念:以人為本,開拓創(chuàng)新,持續(xù)改進(jìn),追求卓越。 質(zhì)量方針:弘揚品質(zhì)精神,構(gòu)建完善的 云南普洱扁鋼質(zhì)量管理體系,把品質(zhì)戰(zhàn)略貫穿于公司工作的各個細(xì)節(jié)中。


冷拔方鋼在加工的時候,經(jīng)常會遇到不同的情況,為了保證冷拔方鋼的質(zhì)量,要針對不同進(jìn)行控制。主要包括以下幾點:1、冷拔方鋼應(yīng)力控制 對于Ⅱ、Ⅲ、Ⅳ級鋼筋和五號鋼的鋼筋,在冷拉后,作預(yù)應(yīng)力鋼筋使用的,要用冷拉應(yīng)力控制。但鋼筋冷拉后經(jīng)檢查,冷拉率超過了規(guī)范規(guī)定值,還要再進(jìn)行機械能實驗。 2、冷拔率測定控制要求 以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。冷拉型鋼試驗測定時要求:同爐同批的測定試件,不能少于四個,每個試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,平均的冷拉率低于百分之一時,在鋼筋冷拉時,仍要按百分之一的冷拉率控制。 3、不同爐批的冷拔控制 對于混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。 4、冷拔速度控制 要使鋼筋充分變形,就要適當(dāng)控制冷拉速度,一般以0.5~1為宜。同時要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉兩到三以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時間。



點擊查看鑫澤金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】