
產品詳細介紹






了解大型水利項目對紫銅止水帶的要求有利于生產加工廠對產品質量的把控。普洱銅止水
1.止水銅片外觀:輪廓清晰,無裂紋、壓折、凹坑;
2.止水銅片表面:平整無繡污、無浮皮、無油漬,無砂眼;
3.關于成型:壓模一次性壓制成型,止水銅片的轉角和接頭一律場內制作,現場搭接。
4.混凝土中紫銅止水帶的抗拉力強度不小于205MPa延伸率不低于百分之三十。
5.混凝土中的銅止水片冷彎180°時不出現裂縫,并且頂部可持續直徑約1cm的弧度不斷裂。
復合型密封止水材料可以提高抗繞滲能力。根據重慶融能金屬材料有限公司實驗結果表明,當無接縫位移時,在混凝土中埋入深度為20CM的止水銅片,在1.5MPa的水壓力作用下將發生繞滲。在該止水銅片上復合寬度為10cm、厚度為3cm的GB塑性止水材料,當復合后的止水銅片與混凝土之間發生1.0cmm的相對錯動時,在2.5MPa的水壓作用下仍然沒有發生繞滲。采用復合型止水銅帶時,必須對復合的密封止水材料進行保護避免復合密封止水材料不能發揮預期作用,對于在現場復合的止水銅帶,應盡快澆注混凝土。GB復合型止水銅帶現已在多個項目工程中得到使用。
我國的建筑技術發展迅速,在建筑物中安裝銅片止水帶的技術已經非常普遍,并且得到了廣泛的應用,主要是因為建筑物地底下水位較高,同時為了加快施工進度,使地下室頂板施工完成后盡快進行基坑的回填,故對地下室底板及外墻的銅片止水帶均采取了超前止水措施。
止水接頭現場焊接施工工藝及方法
普洱銅止水 A、焊絲和氣焊熔劑:采用紫銅止水母材的剪條,將脫氧劑放在
焊粉中,焊粉采用氣劑301.
B、氣焊工藝:焊前做好焊絲和焊件的清潔工作,一般用鋼絲刷;
或砂紙去除表面油污和吸附的氣體。
C、焊接火焰選用中性焰:氧化焰會使熔池氧化,在焊縫中形成
脆性的氧化亞銅:碳化焰則會產生一氧化碳和氫氣,進入焊縫形成氣孔。
D、焊前首先將焊件預熱:預熱溫度為400 500‘C。
E、由于高溫銅液容易吸收氣體,是焊縫金屬產生多孔性的缺陷,
同時,焊縫熱影響區的晶粒粗大,還會使焊接接頭的力學性能降低,所以焊縫的焊接層:數越少越好,焊接時采用單道焊。焊后捶擊焊接接頭,使金屬晶粒變細,從而提高其力學性能。
銅止水片(是由紫銅或純銅生產加工而成),普洱銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。
氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產生焊接的焊接工藝。
其具體步驟辦法是:關掉焊把電源開關,將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關引燃焊嘴,將焊絲依據必須 放到被焊物件上,再慢慢調準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結后產生-條焊接。
需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結尾的使用要點。
1.火苗的引燃
焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調節閥處,與此同時大拇指還能夠電源開關.調整乙炔氣體調節閥門,隨時隨地調整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調節閥門,隨后再開乙炔氣體調節閥門,二種汽體在焊炬內混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現事故。(留意)一開始打火時,很有可能發生持續”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調節閥調小。
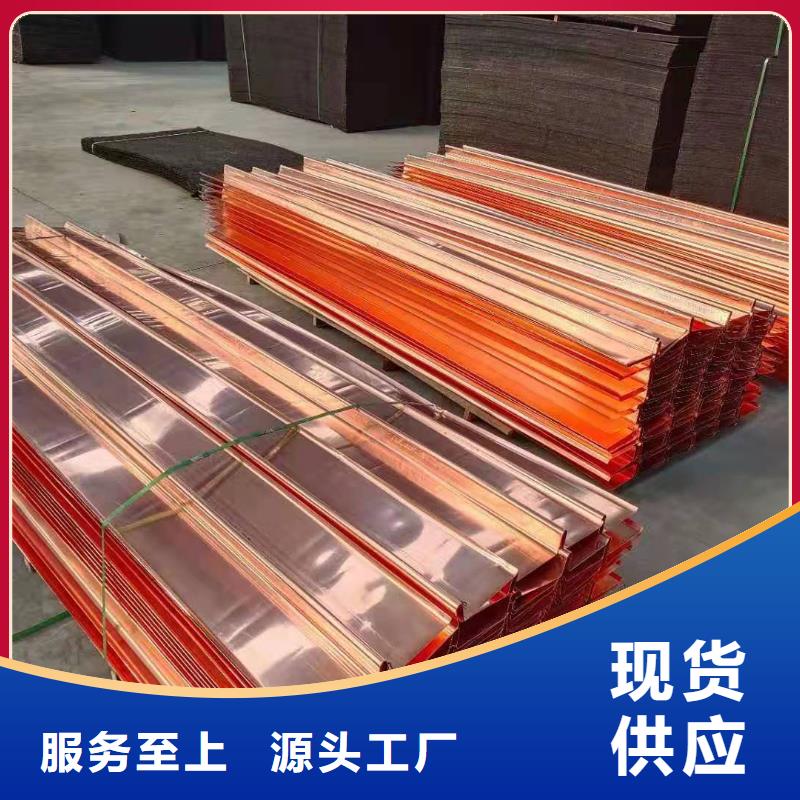
紫銅止水常被廣泛的使用于各種水工建筑的防滲水、漏水中,普洱銅止水根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優良的加工特性。
紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。
銅片止水廣泛應用于各大水工建筑中,為整個工程的防滲水、漏水方面起到了不可磨滅的重要作用。而銅片止水原材料以紫銅加工而成,具有優良的延伸、導電、導熱、耐蝕等性能和良好的工藝性能、物理性能、化學性能、機械性能、工業性能等,可隨純度、溫度、生產方法、金屬組織、塑性變形程度等不同而變化。所以銅片止水可滿足水工建筑的不同需求而得到廣泛應用。