


萍鄉數控鋼筋剪切生產線廠家 <萍鄉>建貿機械有限公司
鋸帶呈直線斷裂 1、張力太小或太大
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件

配件類型挑選不匹配。配件代用或錯用的現象較遍及。應盡量運用原裝類型的配件,不可用其它類型配件代用,更不能錯用。不注重螺栓的選用,螺栓運用紊亂的現象較突出。在修補帶鋸床時,亂用螺栓的現象還比較突出,因螺栓功能、質量不符合技能要求,導致修補后機械毛病頻出。螺栓擰緊辦法不妥的狀況較嚴重。 不留意檢測零部件合作間隙的現象為數不少。不成對、成套替換偶件或組件的狀況也不罕見。帶鋸床液壓體系中有些組件,在修補時,應留意成對安裝,不要弄串 。在實踐修補作業中,有人為了削減開支、有人不了解技能要求,不成對或成套替換上述零部件的狀況還不罕見,降低了修補質量,縮短了帶鋸床機件壽數,增加了毛病發作的可能性,應引起滿足的注重。

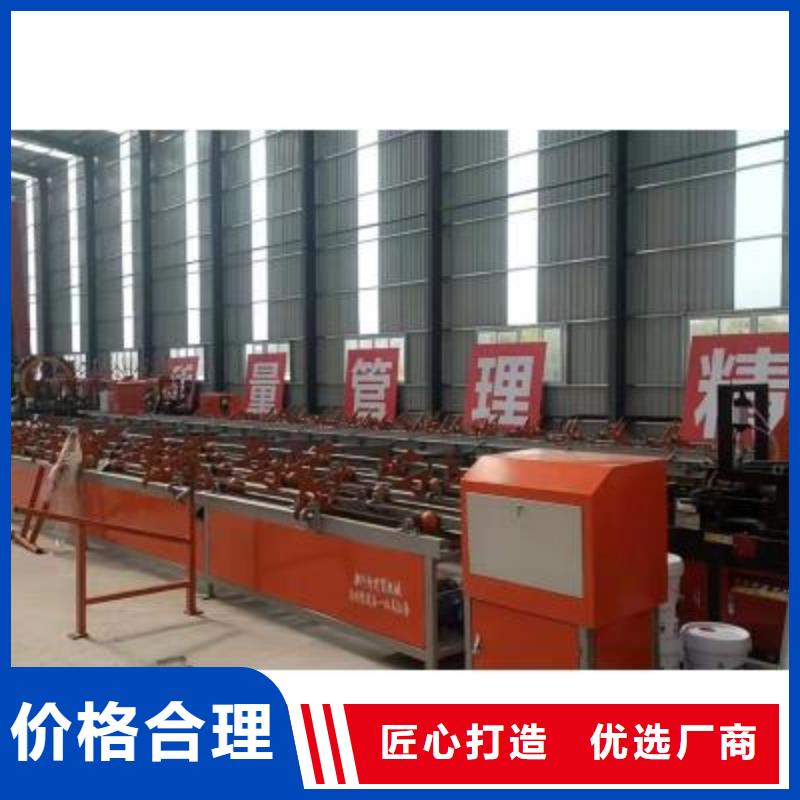
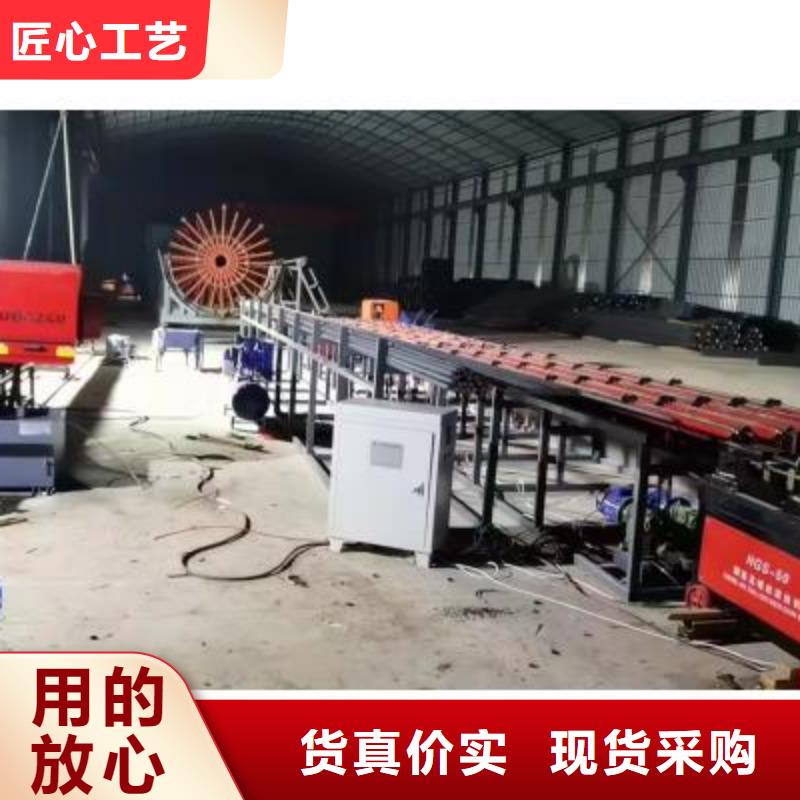
4、鋸切生產線主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大,鋸切過程中,鋼筋不會轉動,減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、輥道采用V型輪輸送無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后自動翻至下一個工序;V型采用耐磨材料。 7、加強型套絲機,使用壽命長,可實現鋼筋的自動夾緊、自動剝肋套絲,降低工人勞動強度,提高生產效率。8、可根據鋼筋一端套絲或是兩端套絲自動選擇套絲流程,也可以根據客戶要求(墩粗套絲)用來實現率的生產流程。
