


準備好領略螺旋管格型號無縫鋼管專業生產設備產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
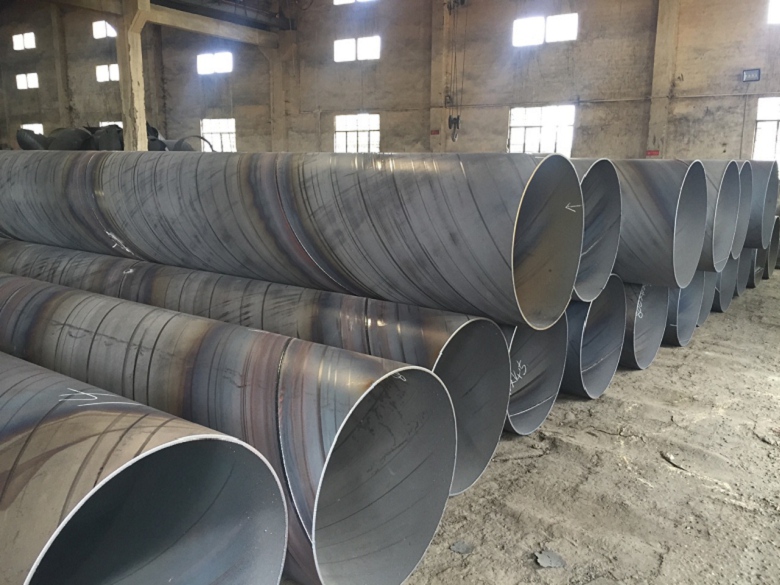
以下是:螺旋管格型號無縫鋼管專業生產設備的圖文介紹
聚力群達金屬材料有限公司堅持“發展科技拓市場,強化質量鑄品牌,嚴格管理增效益,誠信為本譽天下 ”的工廠方針,發揚“誠信、團結、敬業、創新”的企業精神,竭誠為廣大 江西萍鄉光亮扁鋼用戶提供優質的產品和滿意的服務。


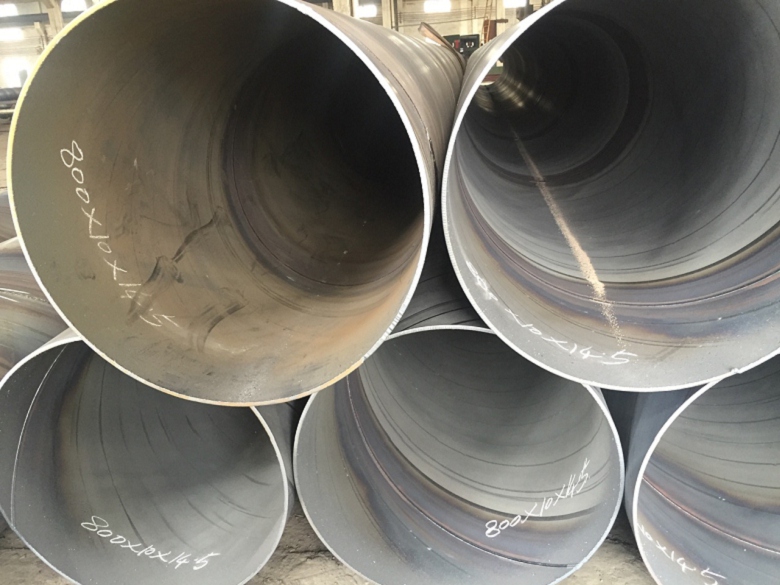
超聲波探傷:對內外焊縫及焊縫兩側母材進行100%的檢查。X射線探傷:對內外焊縫進行 100%的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。打壓試驗:在水壓試驗機上對螺旋鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓 力。倒棱平頭:將檢驗合格后的螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。 檢查:螺旋管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗,檢查是否存在焊接問題及管端缺陷。



在將管坯的兩個邊緣加熱到焊接溫度之后,在壓輥的擠壓下,形成普通的金屬顆粒,使其滲透并結晶,從而后面形成牢固的焊縫。 如果螺旋管的按壓力過小,則共晶數變少,焊接金屬的強度降低,施加該力后會產生裂紋。 如果按壓力太大,熔融金屬會從焊縫中擠出。 不僅降低了焊接強度,而且產生了大量的內部和外部毛刺,甚至引起諸如焊縫的缺陷。
使用螺旋鋼管的質量要求:立管的垂直安裝每米應小于3毫米,水平安裝應小于1毫米。支管不得在焊縫處焊接,應避免在彎頭處焊縫。焊縫要求平直,焊縫飽滿,并且焊縫表面沒有燒傷或開裂。


螺旋管生產工藝分析:
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、江西萍鄉本地剪邊、江西萍鄉附近刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)采用外控或內控輥式成型。


