?9CuPCrNiA角鋼廠家直銷")
?9CuPCrNiA角鋼品質(zhì)保障")
?9CuPCrNiA角鋼售后無憂")



nmgsy<平?jīng)?神悅鋼材有限公司
平?jīng)鲥冧\焊管連續(xù)擠壓機工具易于制造和更換,適合大批量生產(chǎn),多規(guī)格不銹鋼管,非常適合生產(chǎn)斜軋穿孔機無法生產(chǎn)和加工的高合金鋼。 平?jīng)鲥冧\方管熔焊是在焊接過程中將工件界面加熱至熔融狀態(tài),無壓力完成焊接的方法。 熔焊時,熱源迅速加熱并熔化兩個待焊工件的界面,形成熔池。 熔池隨著熱源向前移動,冷卻后形成連續(xù)焊縫,將兩個工件連接成一體。 經(jīng)熱處理后,平?jīng)鲥冧\方管顯示出高品質(zhì),主要體現(xiàn)在尺寸精度和表面光潔度方面。 即使經(jīng)過熱處理,管材表面也不會出現(xiàn)氧化膜,冷彎后也不會變形,因此可以進行更復(fù)雜的機械加工加工,這些都是平?jīng)鲥冧\方管的優(yōu)點。 在強大的外力作用下,平?jīng)鲥冧\方管的抗塑性和抗斷裂能力得到了一定程度的提高。 可增加平?jīng)鲥冧\管的切削性能,發(fā)展鋼材的抗壓強度和淬火牢固度,具有優(yōu)質(zhì)設(shè)備的功能。如果斷面有較大的鱗片感或者是重點調(diào)質(zhì)工件。對于平?jīng)鲥冧\方管件的調(diào)質(zhì)處理,各族人民的主要參數(shù)在加工工藝書中都有標準。 我們在實際操作中認識到:平?jīng)鲥冧\方管件熱處理后應(yīng)聽取意見。油冷,平?jīng)鲥冧\方管鋼具有良好的切削性能,可在油中凝固硬化,工件變形和開裂要小。眾所周知,在中小企業(yè)已經(jīng)很容易提供種子的時候,對于不容易設(shè)計的部分,可以在水中進行熱處理,不會發(fā)現(xiàn)裂紋。
華爾鋼熱鍍鋅管物理變形規(guī)范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質(zhì)量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側(cè)自動埋弧焊機在鍍鋅無縫管領(lǐng)域稱為內(nèi)焊。鍍鋅無縫管的內(nèi)焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經(jīng)驗豐富的內(nèi)部組長可以從鍍鋅無縫管工業(yè)電視上調(diào)整焊接電焊軌,在內(nèi)焊時從外焊點的網(wǎng)絡(luò)熱點調(diào)整內(nèi)焊速度。 平?jīng)鰺徨冧\管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設(shè)置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側(cè)焊接。
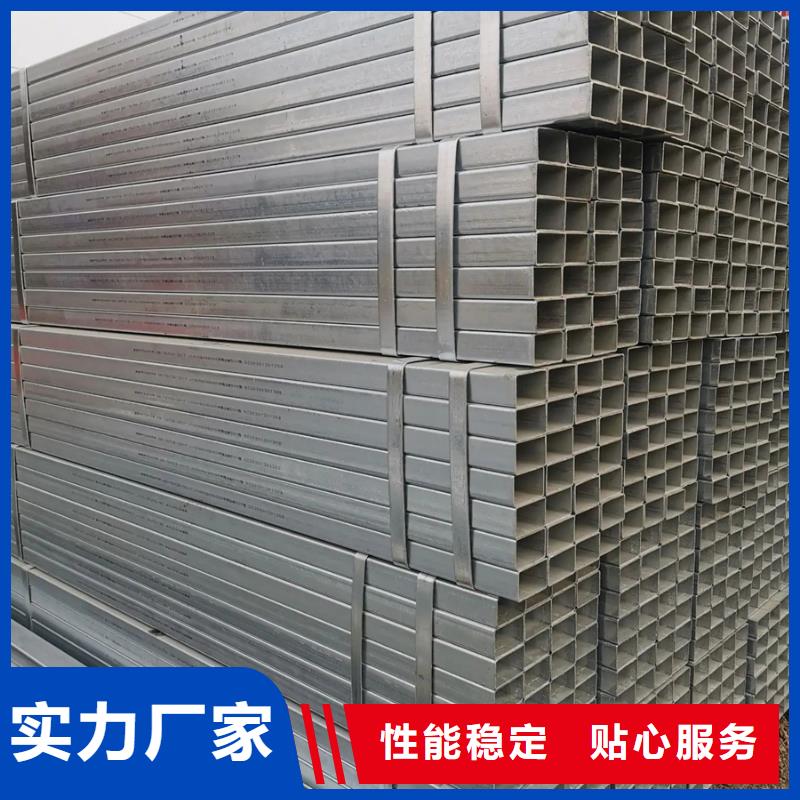
鰺徨冧\方矩管DN15價格")
鰺徨冧\方矩管DN15價格")
為了更好地使平?jīng)?6mn鍍鋅管具有潔白亮麗的外觀設(shè)計和良好的耐腐蝕性能,除熱鍍鋅工藝外,還可以采用磷化工藝。鍍鋅方管是優(yōu)良的建筑材料和建筑裝飾材料。在日常生活中很常見,獲得了用戶的五星級好評。鍍鋅方管在價格和質(zhì)量方面都非常好。此外,它還具有普通無縫鋼管無法超越的幾個優(yōu)點。鍍鋅方管具有非常強的耐腐蝕性,即使放置在潮濕寒冷的地形上也不會出現(xiàn)大問題。因為鍍鋅方管表面涂有一層鋅,便于維護。在正常應(yīng)用的所有過程中,如果遇到腐蝕更嚴重的化學(xué)物質(zhì),盡量對表面的集成IC進行蝕刻,這樣對內(nèi)部的金屬復(fù)合材料會有維護作用。 因此,平?jīng)?6mn鍍鋅方管的外觀更獨特,應(yīng)用周期更長。權(quán)威專家分析,鍍鋅方管的應(yīng)用范圍擴大了很多,因為它在防腐、減摩、水溶性等領(lǐng)域都非常好,所以也可以融入更復(fù)雜的地形。這個產(chǎn)品可以在很多場館和很多領(lǐng)域看到。在有機廢氣環(huán)境污染的空氣中,鍍鋅方管鍍鋅層的耐腐蝕性能優(yōu)于鎘涂層,在水中或水平面上反之亦然。
華爾鋼熱鍍鋅管物理變形規(guī)范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質(zhì)量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側(cè)自動埋弧焊機在鍍鋅無縫管領(lǐng)域稱為內(nèi)焊。鍍鋅無縫管的內(nèi)焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經(jīng)驗豐富的內(nèi)部組長可以從鍍鋅無縫管工業(yè)電視上調(diào)整焊接電焊軌,在內(nèi)焊時從外焊點的網(wǎng)絡(luò)熱點調(diào)整內(nèi)焊速度。 平?jīng)鰺徨冧\管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設(shè)置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側(cè)焊接。
