



準備好領略檢測管現貨產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,讓您在欣賞的同時,也能深深感受到產品的價值與意義。
以下是:檢測管現貨的圖文介紹

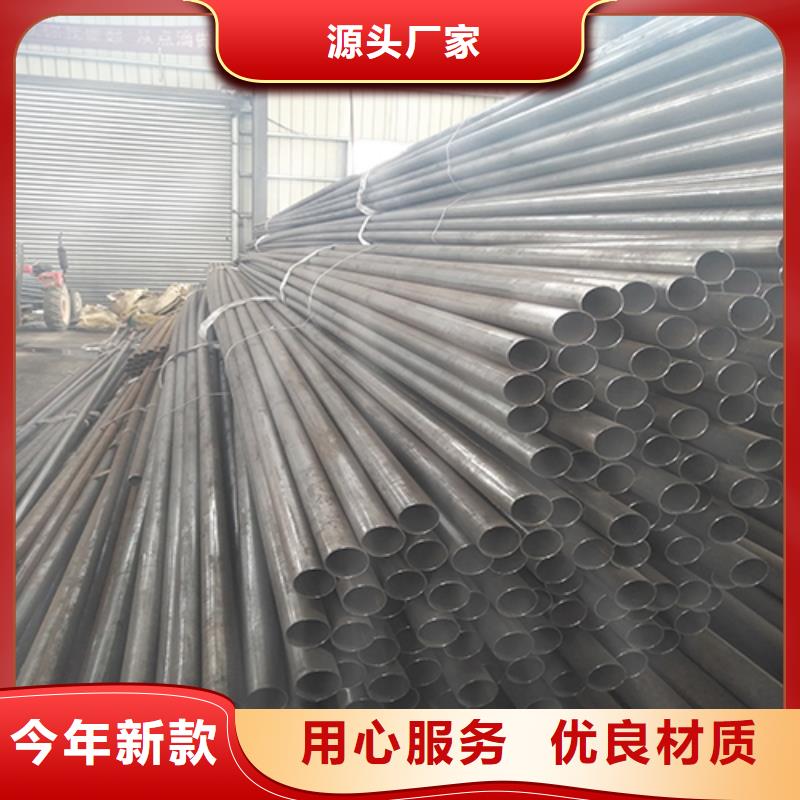
日升昌鋼管聲測管廠家業務覆蓋全國市場。公司采用現代化經營管理模式運作,經過多年的發展,不斷整合資源,逐步成為集貿易、加工、倉儲、運輸四位一體的公司。公司主要經營【四川攀枝花樁尖廠家】。公司秉乘“以誠為先,以信待客”的公司宗旨,十多年來,努力奮斗,開拓進取,順利完成了經營理念、管理體制、產品質量等方面的調整與組合,成功地實現了產品品牌化、經營誠信化、目標國際化,在【四川攀枝花樁尖廠家】市場詮釋了一個屬于自己的全新概念。



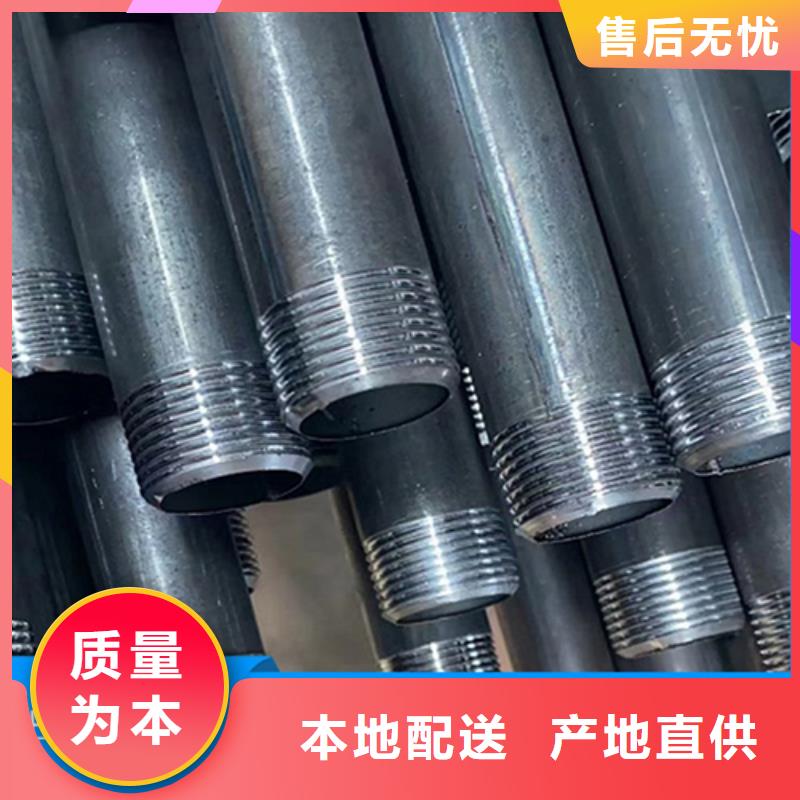
目前聲測管壁厚薄可以達到0.8mm,此種聲測管的連接方式主要采用。一個樁基具體采用哪種壁厚的聲測管主要取決于圖紙的要求,樁基越深要求壁厚就越厚,聲測管的外徑常用的是50/54/57三種,壁厚從0.8mm至3.5mm之間。聲測管外徑壁厚如何選擇?有什么規范要求呢?聲測管外徑,通常比徑向換能器的直徑大l0mm即可,徑向換能器就是超聲波檢測用的吊進聲測管內部的檢測儀器。聲測管壁厚對透聲率的影響很小,從節省用鋼量,即鋼材成本的角度而言,管壁只要能承受新澆混凝土的側壓力,則越薄越省。聲測管規范要求,要根據樁基深度選擇不同壁厚的聲測管,具體如下:樁基深度(m ) 聲測管壁厚(mm)<50 ≥1.050~70 ≥1.270~90 ≥1.590~120 ≥1.8很多工地都要求用到3.5mm或者3.0mm的聲測管厚度,實際情況應該參考聲測管標準和工地實際情況選擇,不同的施工情況和地質對厚度有不同要求。選購聲測管時,要根據樁的深度、華爾網附近直徑、華爾網附近數量和工程的要求來確定聲測管的接口、華爾網附近材質、華爾網附近外徑、華爾網附近壁厚及底管、華爾網附近中管、華爾網附近頂管的數量和長度!




接觸焊是以一對銅電極與被焊接的鋼管兩邊部相接觸,感應電流穿透性好,高頻電流的兩個效應因銅電極與鋼板直接接觸而得到**利用,所以接觸焊的焊接效率較高而功率消耗較低,在高速低精度管材生產中得到廣泛應用,在生產特別厚的鋼管時一般也都需要采用接觸焊。聲測管機組焊接的兩種方式:接觸焊和感應焊。但是接觸焊時有兩個缺點:一是銅電極與鋼板接觸,磨損很快;二是由于鋼板表面平整度和邊緣直線度的影響,接觸焊的電流穩定性較差,焊縫內外毛刺較高,在焊接高精度和薄壁管時一般不采用。感應焊是以一匝或多匝的感應圈套在被焊的鋼管外,多匝的效果好于單匝,但是多匝感應圈制作安裝較為困難。感應圈與鋼管表面間距小時效率較高,但容易造成感應圈與管材之間的放電,一般要保持感應圈離鋼管表面有5~8 mm的空隙為宜。采用感應焊時,由于感應圈不與鋼板接觸,所以不存在磨損,其感應電流較為穩定,保證了焊接時的穩定性,焊接時鋼管的表面質量好,焊縫平整,在生產如API等高精度管子時,基本上都采用感應焊的形式。焊管機組調試及日常維護注意事項一般來說,焊管機組的制定一定要符合操作規程,操作員在機組運行過程中一定不能和模具進行接觸,還要注意把手放在出管方向,避免操作不當對自己的和造成影響。另外焊管機組操作人在操作前要注意檢查機組各潤滑點是否潤滑到位,否則就要注意加用一些潤滑油,確保機組能夠正常運行和工作。焊管機組使用過程中要注意采用一些耐高溫的合成復合鋁基潤滑脂,這樣可以避免焊管機組受到損壞

