


")
")
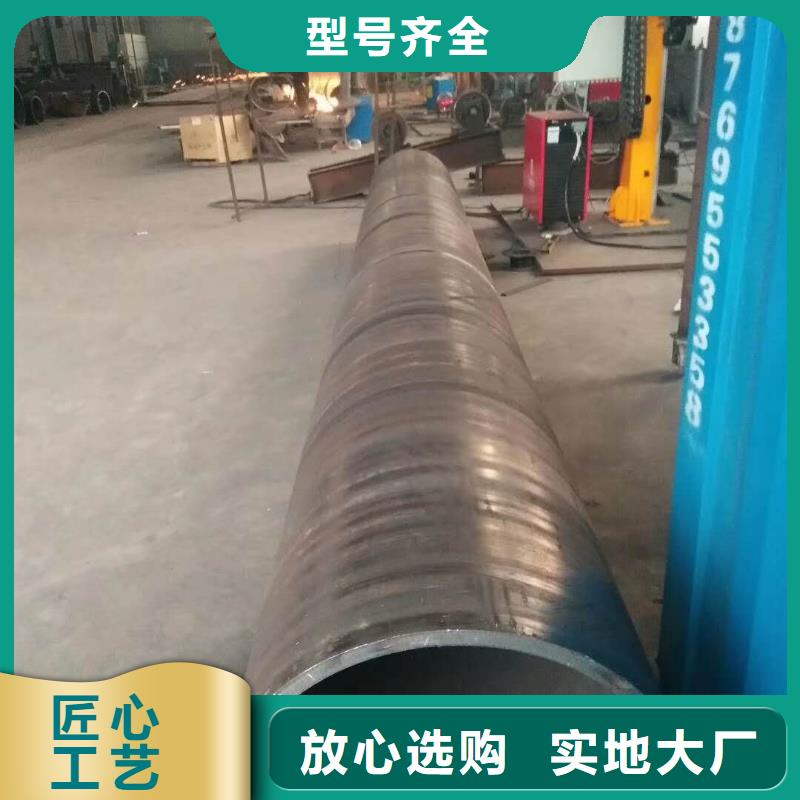
大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
:材料檢查
檢查材料質(zhì)量合格證明書、標(biāo)識及檢驗(yàn)報告是否符合現(xiàn)行有關(guān)標(biāo)準(zhǔn)及規(guī)范的要求。鋼板厚度及允許偏差是否符合產(chǎn)品標(biāo)準(zhǔn)的要求。鋼材外觀質(zhì)量是否符合 現(xiàn)行有關(guān)標(biāo)準(zhǔn)的規(guī)定,當(dāng)鋼材表面有銹蝕、麻點(diǎn)或劃痕等缺陷時,其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應(yīng)符合現(xiàn)行 標(biāo)準(zhǔn)涂裝前鋼材表面銹蝕等級和除銹等級GB8923規(guī)定的C級及C級以上;鋼材端邊或斷口處不應(yīng)有分層、夾渣等缺陷。")
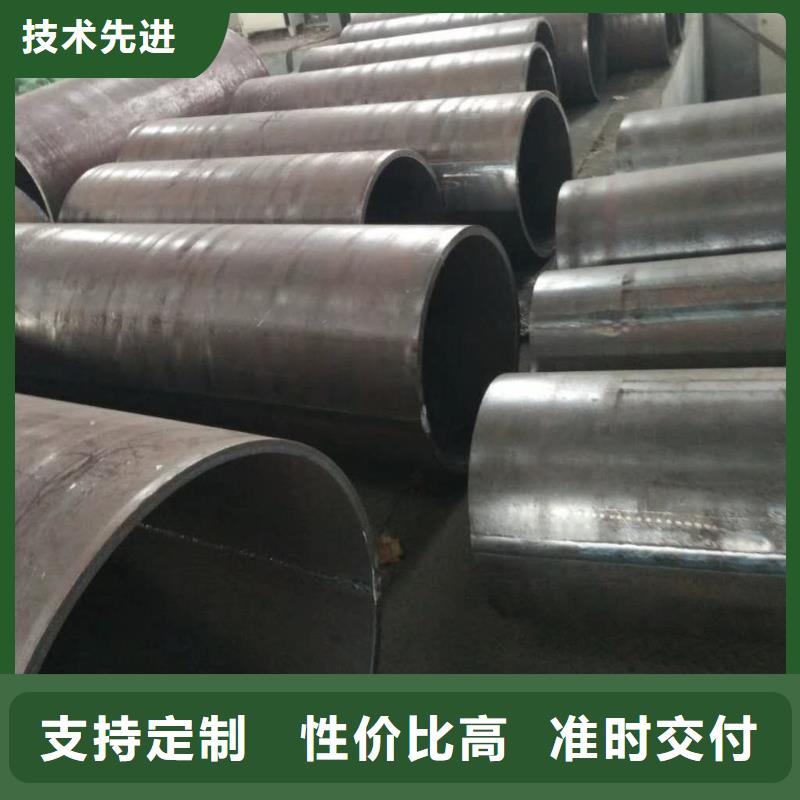
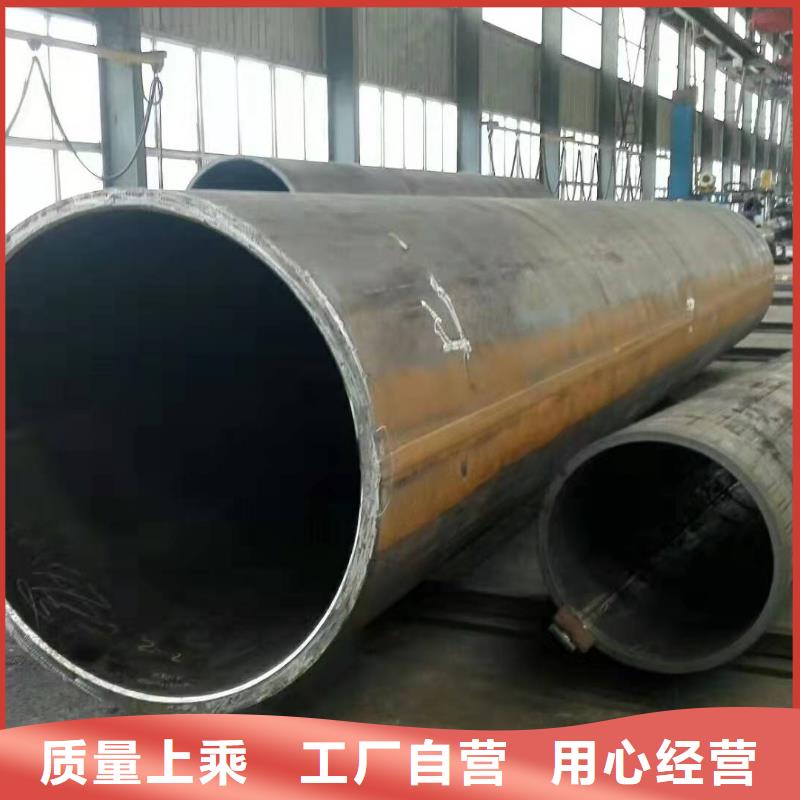
鋼板卷管管節(jié)的卷制
在卷管加工過程中,應(yīng)防止板材表面損傷。對有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設(shè)計(jì)壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點(diǎn)焊加固,御下滾床后運(yùn)往焊接平臺施焊。對焊接完的管節(jié)進(jìn)行第二次滾圓,卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當(dāng)公稱直徑大于或等于600mm時,宜在管內(nèi)進(jìn)行封底焊。")
各類型鋼板卷管合金都有以下通性:
(1)多數(shù)合金熔點(diǎn)低于其組分中任一種組成金屬的熔點(diǎn);
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導(dǎo)電性和導(dǎo)熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學(xué)工業(yè)。
(4)有的抗腐蝕能力強(qiáng)(如不銹鋼) 鋼管卷管結(jié)構(gòu)形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運(yùn)動,通過液壓缸內(nèi)的液壓油作用于活塞而獲得,為液壓傳動;兩下輥?zhàn)餍D(zhuǎn)運(yùn)動,通過減速機(jī)的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點(diǎn)是板材端部借助其它設(shè)備進(jìn)行預(yù)彎。")
焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機(jī)械制造業(yè)等。
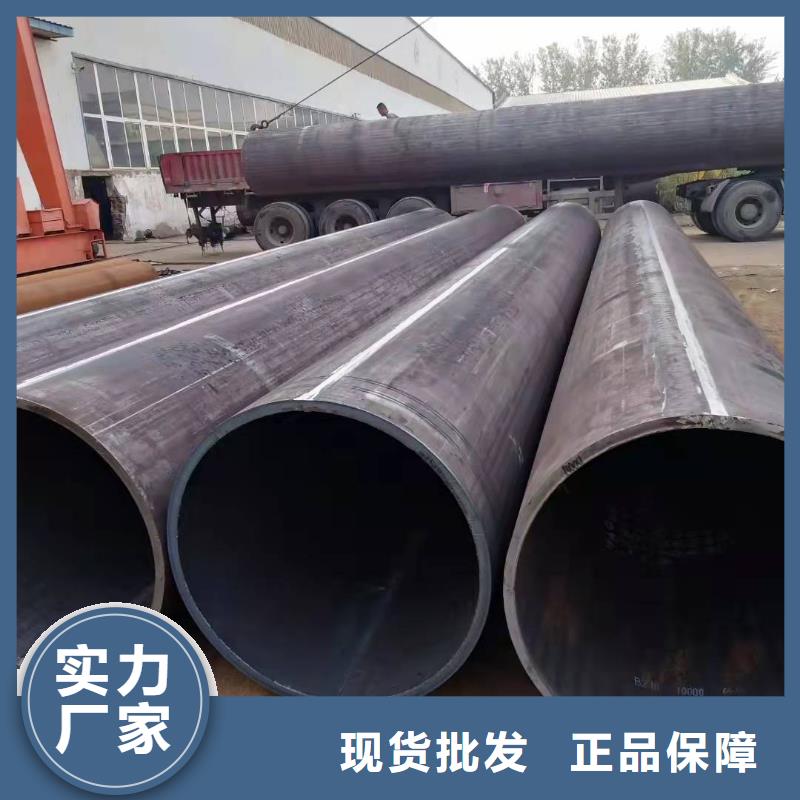
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家
生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。
螺旋焊管
強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。")
