服務熱線:15206358344

更新時間:2025-01-29 02:31:31 瀏覽次數:5 公司名稱:聊城 山特金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 最小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |


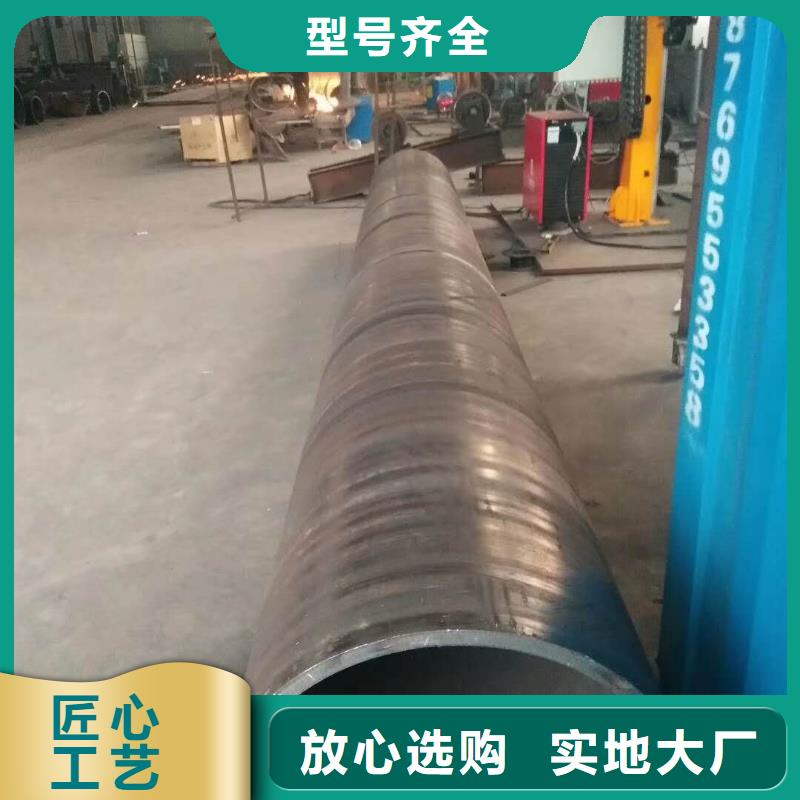


大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
:材料檢查
檢查材料質量合格證明書、標識及檢驗報告是否符合現行有關標準及規范的要求。鋼板厚度及允許偏差是否符合產品標準的要求。鋼材外觀質量是否符合 現行有關標準的規定,當鋼材表面有銹蝕、麻點或劃痕等缺陷時,其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應符合現行 標準涂裝前鋼材表面銹蝕等級和除銹等級GB8923規定的C級及C級以上;鋼材端邊或斷口處不應有分層、夾渣等缺陷。
鋼板卷管管節的卷制
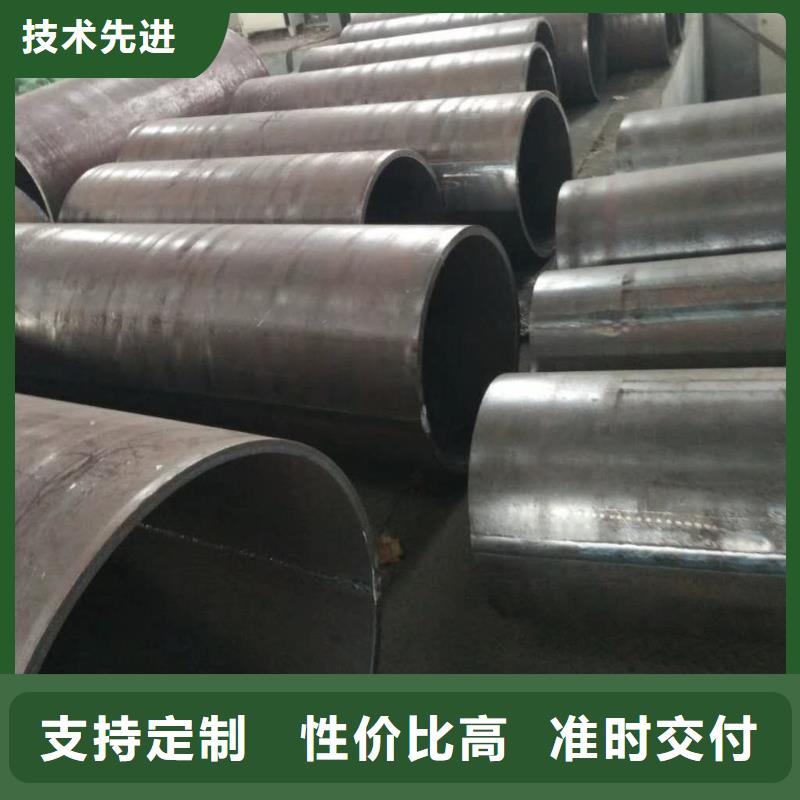
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
各類型鋼板卷管合金都有以下通性:
(1)多數合金熔點低于其組分中任一種組成金屬的熔點;
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導電性和導熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學工業。
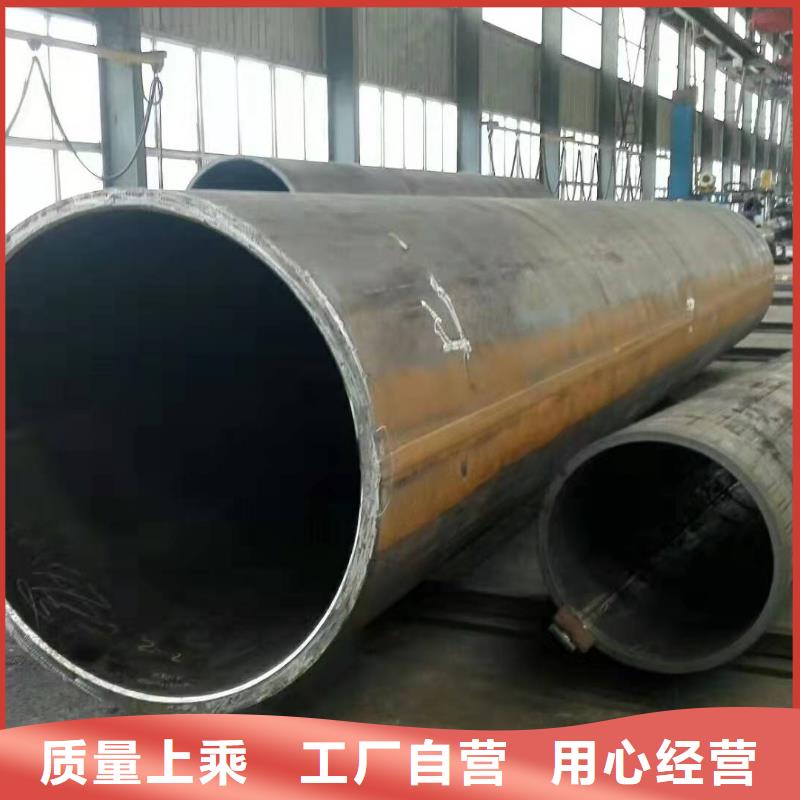
(4)有的抗腐蝕能力強(如不銹鋼) 鋼管卷管結構形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過液壓缸內的液壓油作用于活塞而獲得,為液壓傳動;兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點是板材端部借助其它設備進行預彎。
焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機械制造業等。
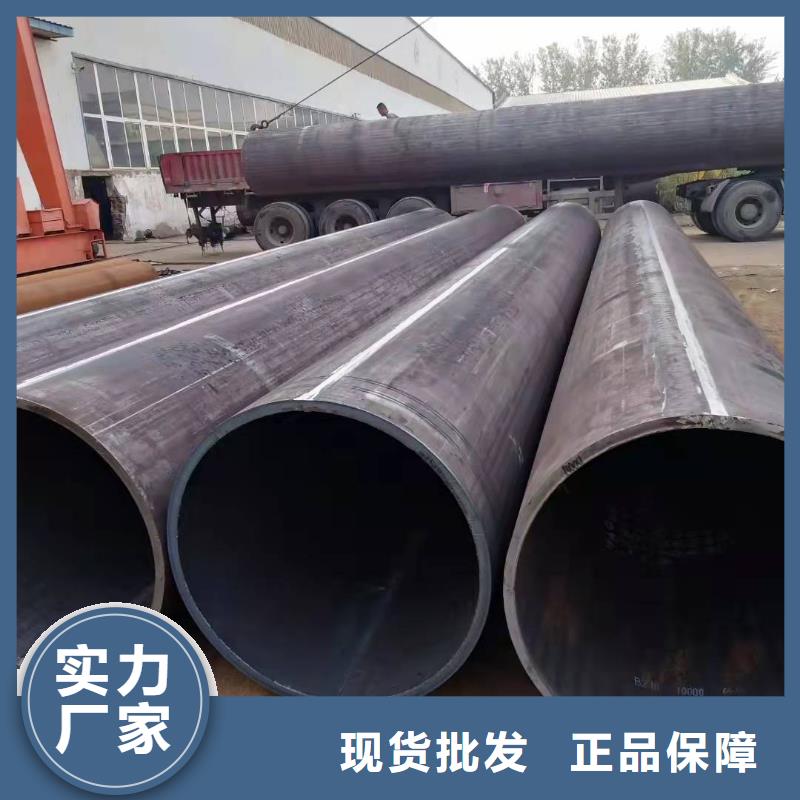
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家
生產工藝簡單,生產效率高,成本低,發展較快。
螺旋焊管
強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。


