



別再等待了,僅僅一分鐘,就能通過我們的鍍鋅管,09CuPCrNiA槽鋼專注質量產品視頻探索到無數令人心動的細節和亮點。
以下是:云南怒江鍍鋅管,09CuPCrNiA槽鋼專注質量的圖文介紹



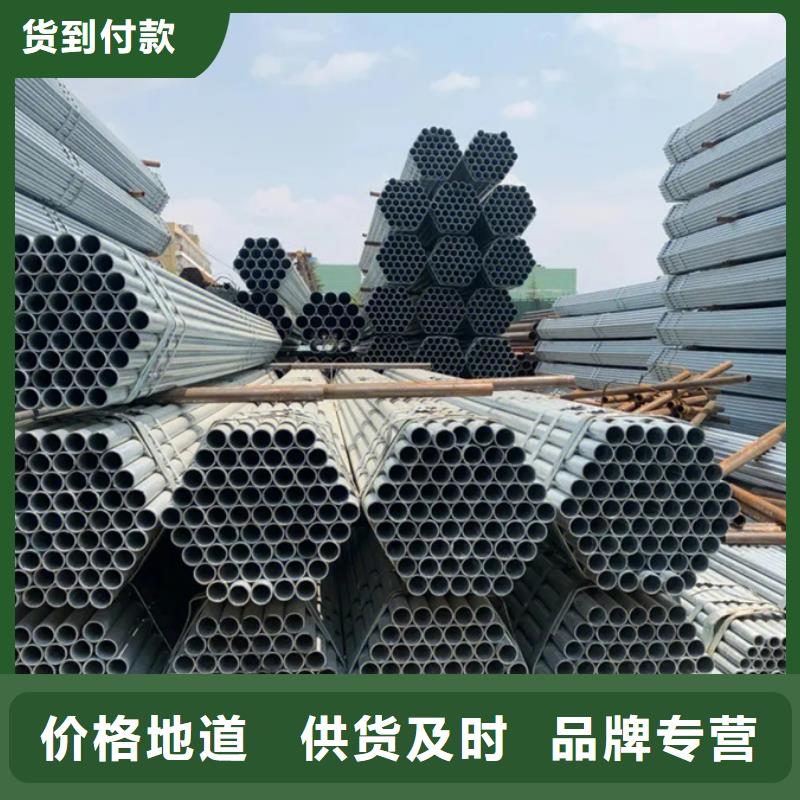
華爾鋼熱鍍鋅管物理變形規范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為內焊。鍍鋅無縫管的內焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經驗豐富的內部組長可以從鍍鋅無縫管工業電視上調整焊接電焊軌,在內焊時從外焊點的網絡熱點調整內焊速度。 云南怒江熱鍍鋅管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側焊接。



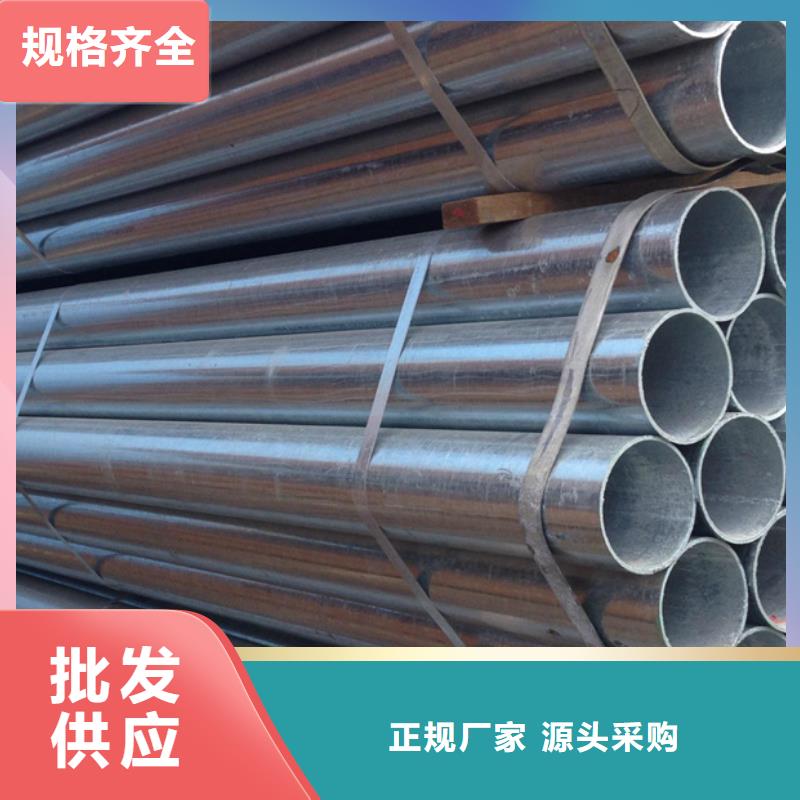
云南怒江鍍鋅無縫管的工作壓力指標不是一個固定值,而是要根據鍍鋅無縫管的實際活動而變化。 以下是鍍鋅無縫管工作壓力指標的定義類別:當工作壓力P<7Mpa時,該指標為S=8; 當7<鍍鋅無縫管工作壓力P<17.5時,該指標為S=6; 當工作壓力P>17.5時,該指標為S=4。 以上就是一般鍍鋅無縫管驗收負擔的主要進展和主要計算方法。 只要鍍鋅無縫管的驗收工作壓力繼續提高,其特性就會得到充分發揮。 云南怒江鍍鋅管在生產過程中,如果生產工藝不合理,機器參數設置不當,就會出現偏差,尤其是大口徑友發鍍鋅管,也就是常說的錯邊現象。友發鍍鋅管反面 對于生產后出現反面的友發鍍鋅管,處理方案如下:將反面位置修平,然后進行補焊。如果經常出現錯誤的一面,只能更換設備。友發鍍鋅管出現反面后,分析反面的原因是非常有必要的。以下是錯誤一側的常見原因。鋼帶的彎度是造成鋼管錯位的重要因素。在螺旋焊管的成型過程中,鋼帶的彎度會不斷地改變成型角度,從而導致焊縫間隙的變化,從而導致開孔、錯位甚至重疊。


科技創造價值,品質決定未來,今天的成功,源自客戶對 09CuPCrNiA角鋼的認可,蘇滬金屬制品(怒江市分公司)熱忱歡迎中外新老朋友蒞臨指導,共創商機,雙贏發展。



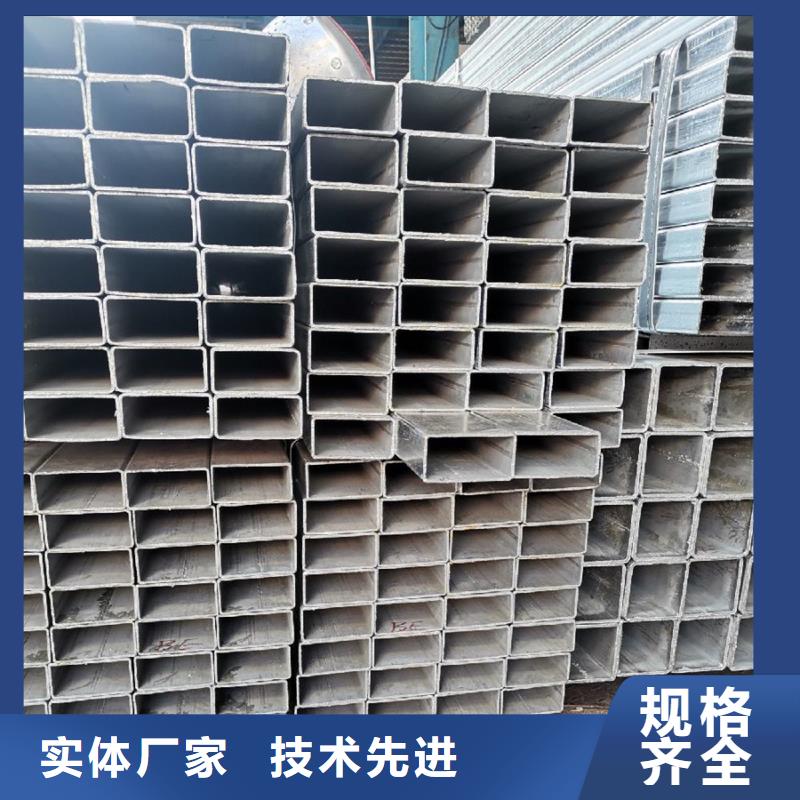
云南怒江Q345B鍍鋅方管溫度是影響鍍鋅方管質量的關鍵因素。鍍鋅方管材料加熱溫度的均勻性直接影響到破裂的鍍鋅方管的厚度均勻性和內表面質量,進而影響鍍鋅方管產品的厚度和質量。其次,鍍鋅方管冷軋時的溫度和均勻性,特別是終軋溫度,與熱軋狀態下訂購的產品的物理性能、管徑等規格精度和表面質量有關,特別是當鋼 或管材超過溫熱甚至粗粒時,都會導致報廢。因此,在熱軋鍍鋅方管的加工過程中,要嚴格按照加工工藝要求做好加熱和控制變形溫度。 云南怒江Q345B鍍鋅管加工工藝調整的質量和工作質量對鍍鋅方管的幾何外觀質量有關鍵影響。例如,切割機和軋機的調整影響鍍鋅方管產品的厚度精度,而定徑機的調整則關系到鍍鋅方管的直徑精度和直線度。而且,加工工藝的調整也影響著冷軋全過程能否正常進行。專用工具的質量好壞,穩定與否直接關系到鍍鋅方管的規格、精度和表面質量能否得到合理控制以及專用工具的成本;鍍鋅方管的質量和心軸的表面受到影響。鋅鋼管的內表面,二是影響芯棒消耗和產品成本。
