
保障")






寧德企業(yè)旺旺珩磨管絎磨管油缸管熱軋鋼管珩磨,珩磨管用連鑄板坯或初軋板坯作原料,經(jīng)步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經(jīng)切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。(一般制管行業(yè)喜歡使用。)將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產(chǎn)品有局部替代冷軋板的趨向,無縫鋼管價格適中,深受廣大用戶喜愛。 冷拔鋼管用熱軋鋼卷為原料,經(jīng)酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續(xù)冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標下降,因此沖壓性能將惡化,只能用于簡單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因為熱鍍鋅機組均設(shè)置有退 火線。
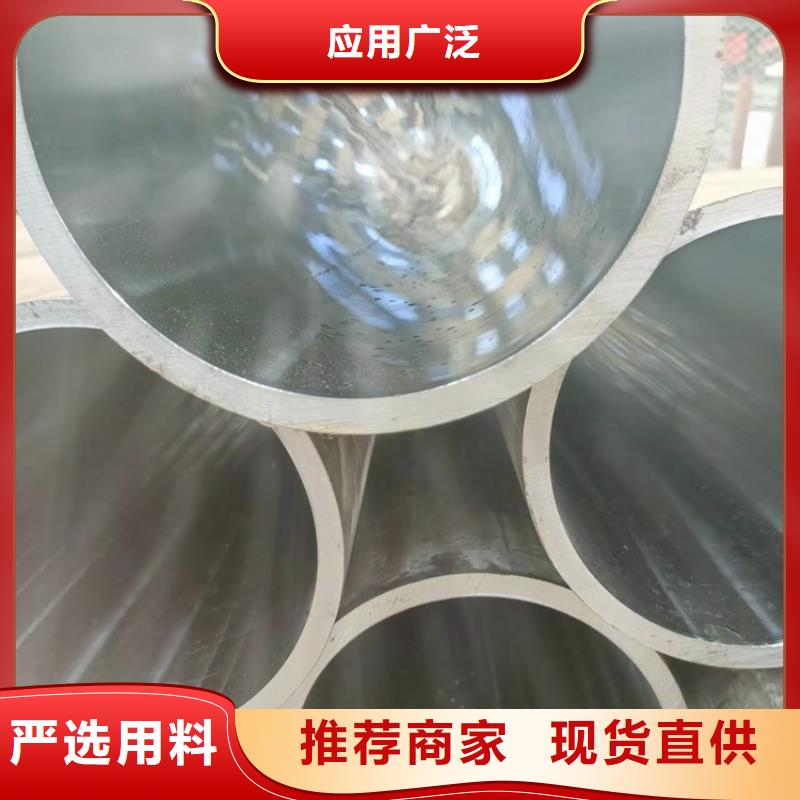
寧德珩磨管油缸管絎磨管如何正確布置珩磨管使用的焊條和焊劑應(yīng)與焊管材料相匹配,品牌應(yīng)有明確的基礎(chǔ)數(shù)據(jù)、產(chǎn)品合格證和使用壽命。焊條和焊劑在使用前應(yīng)按產(chǎn)品說明書進行干燥,使用期間應(yīng)保持干燥,并在同 使用。焊條涂層應(yīng)無脫落和裂紋。珩磨后表面良好,有利于潤滑油的儲存和油膜的維護。表面支撐率高,能承受較大載荷,提高產(chǎn)品使用壽命;加工范圍廣。主要加工圓柱孔。使用珩磨頭,還可以加工錐形孔、橢圓孔等。加工精度高,主要是一些中小尺寸的光通孔,其圓柱度可小于0.001mm。部分壁厚不均勻的零件圓度可達0.002mm。對于大孔,圓度也可達到0.005mm,珩磨精度高于磨削精度。珩磨管是一種由無縫鋼管制成的無縫鋼管,用于機械結(jié)構(gòu)或液壓設(shè)備。鋼管經(jīng)過冷拔或冷軋?zhí)幚怼S捎趦?nèi)外壁無氧化層,高壓無泄漏,光潔度高,冷彎、擴口、壓扁無變形,無裂紋,主要用于生產(chǎn)氣動或液壓產(chǎn)品。珩磨管

寧德珩磨管油缸管絎磨管造成油缸管開裂的主要因素造成油缸管開裂的主要因素是什么?有以下幾點:1、原材料選擇:為了節(jié)約成本,一些油缸管制造商會選擇小鋼廠生產(chǎn)的圓鋼進行加工,但這些小鋼廠生產(chǎn)的圓鋼會有大量的氣泡和氣體孔洞等后處理后,容易引起開裂。廠家采購,貨源可靠證明書。2、熱處理溫度控制不到位:小型制造商沒有專業(yè)的生產(chǎn)經(jīng)驗和技術(shù)。車間工人僅憑加熱溫度和持續(xù)時間無法保證鋼管的熱處理是否到位,熱處理會影響鋼管的力學(xué)性能改變但一般廠家對不同的鋼種、厚度和機械性能有明確的指標,沒有檢測設(shè)備來判斷管道是否滿足客戶的要求績效指標珩磨管磨管

寧德企業(yè)旺旺珩磨管絎磨管油缸管軋硬卷重一般在6~13.5噸,鋼卷內(nèi)徑為610mm。一般冷連軋板、卷均應(yīng)經(jīng)過連續(xù)退火(CAPL機組)或罩式爐退火冷作硬化及軋制應(yīng)力,達到相應(yīng)標準規(guī)定的力學(xué)性能指標。冷軋鋼板的表面質(zhì)量、外觀、尺寸精度均優(yōu)于熱軋板,且其產(chǎn)品厚度右軋薄至0.18mm左右,因此深受廣大用戶青睞。以冷軋鋼卷為基板進行產(chǎn)品的深加工,成為高附加值產(chǎn)品。如電鍍鋅、熱鍍鋅、耐指紋電鍍鋅、彩涂鋼板卷及減振復(fù)合鋼板、PVC 復(fù)膜鋼板等,使這些產(chǎn)品具有美觀、高抗腐蝕等優(yōu)良品質(zhì),得到了廣泛應(yīng)用。冷軋鋼卷經(jīng)退火后必須進行精整,包括切頭、尾、切邊、矯平、平整、重卷、或縱剪切板等。冷軋產(chǎn)品廣泛應(yīng)用于汽車制造、家電 產(chǎn)品、儀表開關(guān)、建筑、辦公家具等行業(yè)。鋼板捆包后的每包重量為3~5噸。平整分卷重一般為3~10噸/卷。鋼卷內(nèi)徑610mm。珩磨管與拋光管的區(qū)別珩磨管主要應(yīng)用于工程、冶金、塑料、礦山、筑路、紡織等行業(yè)。珩磨管的加工形式主要有冷軋、冷拔和珩磨通常有三種類型。今天小編主要給大家來介紹一下珩磨管與拋光管的區(qū)別。珩磨管是由一種精度高的磨削加工而成,不但用于圓孔,而且用于淬硬齒面,這也是一種拋光方法。它可以作為一個組合的磨削工具,可以安裝在浮動夾具,使其可以自我調(diào)節(jié)。因此,可以減少孔的形狀誤差,但不能減少孔的幾何誤差。拋光管是使用軟質(zhì)的拋光輪或者是圓盤型的拋光盤,加上拋光膏,使工件經(jīng)過精加工獲得很高表面光潔度。然而,由于在加工過程中沒有剛性基準,所以不能減少幾何誤差。然而,相對珩磨管而言,它可以拋光不規(guī)則表面。
