您的位置>首頁 >寧波本地行業(yè)News >
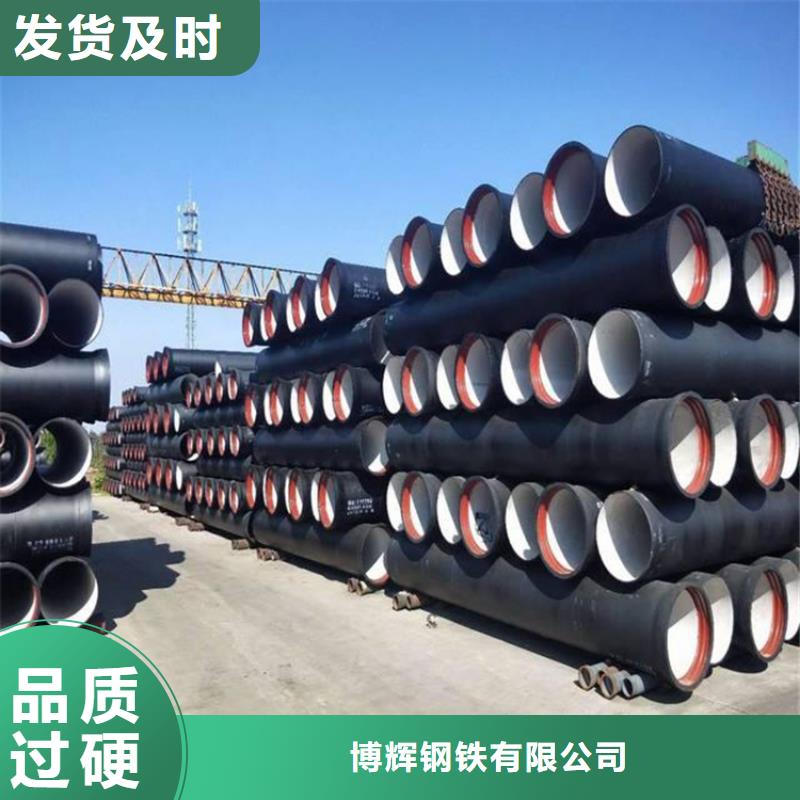
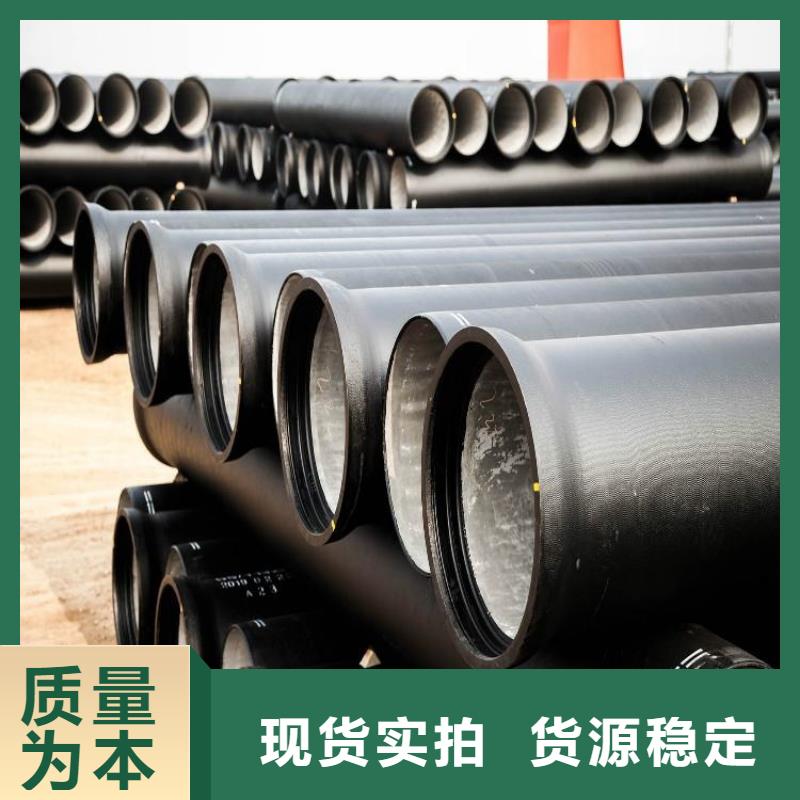
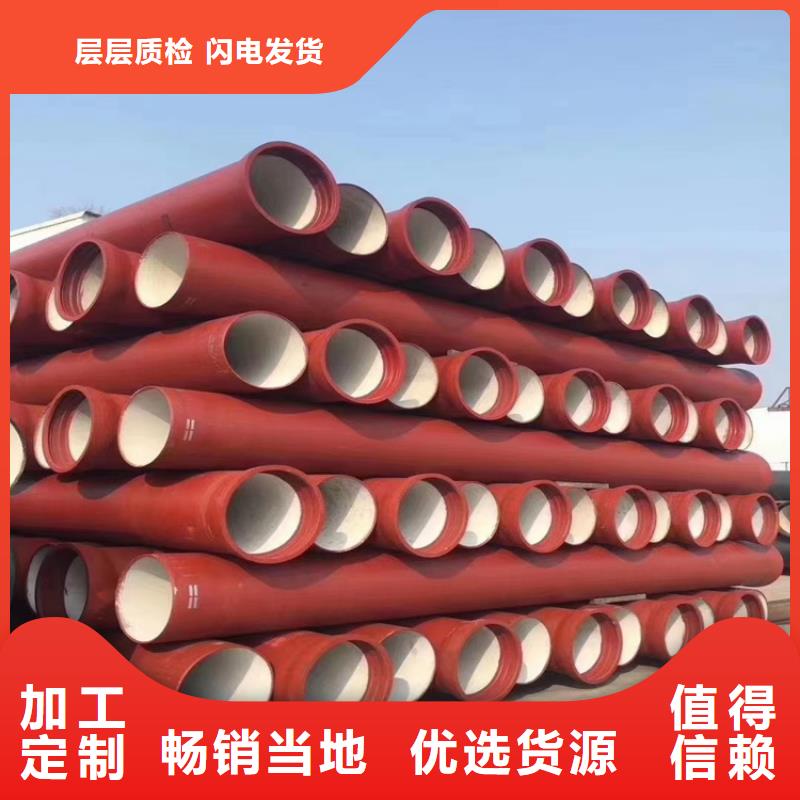
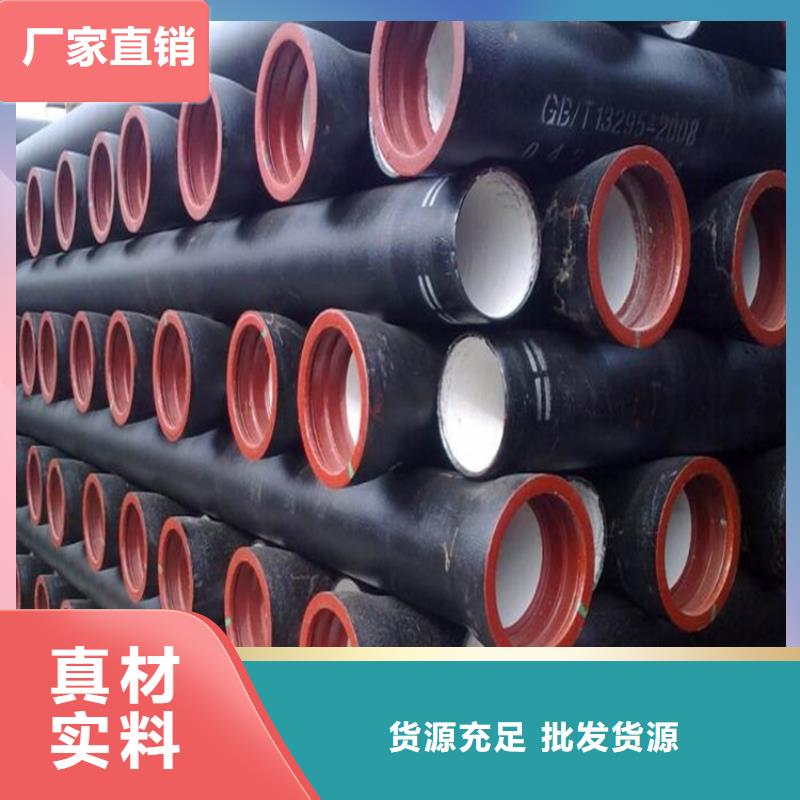
鑄鐵管
更新時間: 2025-02-06 10:56:49 瀏覽次數(shù):4
以下是:鑄鐵管的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 3100/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 1000 |
|---|
| 運(yùn)費(fèi)說明 | 包郵 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級 | A級 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
|---|
| 產(chǎn)品品牌 | 博輝 |
|---|
| 產(chǎn)品規(guī)格 | DN100-DN1600 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號 | DN100-DN1000 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 理計(jì) |
|---|
| 產(chǎn)品顏色 | 黑色、紅色 |
|---|
| 質(zhì)保時間 | 1年 |
|---|
| 外形尺寸 | 親親 |
|---|
| 適用領(lǐng)域 | 市政給水、工廠排水 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 產(chǎn)品功率 | 100W |
|---|
| 工作溫度 | 60° |
|---|
| 壁厚 | 5-20mm |
|---|
以下是:鑄鐵管的圖文視頻
導(dǎo)讀 鑄鐵管,博輝鋼鐵有限公司為您提供鑄鐵管的資訊,聯(lián)系人:張建,電話:15063508032、13465767730,QQ:1054437264,發(fā)貨地:聊城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)鋼管城發(fā)貨到浙江省 寧波市 海曙區(qū)、江東區(qū)、北倉區(qū)、鎮(zhèn)海區(qū)、鄞州區(qū)、象山縣、寧海縣、余姚縣、慈溪縣、奉化區(qū)。 浙江省,寧波市 寧波市全境地勢西南高,東北低,以平原丘陵為主,屬亞熱帶季風(fēng)氣候,溫和濕潤,四季分明。寧波市是典型的江南水鄉(xiāng)兼海港城市,是中國大運(yùn)河南端出海口、“海上絲綢之路”東方始發(fā)港、中國制造2025試點(diǎn)示范城市。寧波舟山位列2023年全球航運(yùn)中心城市綜合實(shí)力第9名;寧波舟山港是全球第三大集裝箱港,年貨物吞吐量位居世界首位。



寧波規(guī)范管模使用制度,減少球墨鑄鐵管的氣孔和針孔發(fā)生。
針對管模內(nèi)壁打點(diǎn)偏稀的問題,要求打點(diǎn)工在進(jìn)行管模維修打點(diǎn)時,降低管模打點(diǎn)機(jī)打點(diǎn)桿的進(jìn)給速度,使打出的麻點(diǎn)稠密、均勻;對于管模內(nèi)壁打點(diǎn)過淺,要求在進(jìn)行管模維修打點(diǎn)時,提高風(fēng)壓(0.7-0.75MPa),磨好打點(diǎn)頭,保證麻點(diǎn)深度適宜。
對于內(nèi)表面有油脂和雜物的球墨鑄鐵管管模,特別是新使用的管模,使用前,必須管模表面的油脂和雜物。對于有龜裂紋的管模,輕微的,使用時適當(dāng)增大模粉的加入量;龜裂紋嚴(yán)重的,必須及時更換管模。
離心球墨鑄鐵管質(zhì)量缺陷主要有:重皮、氣孔與針孔、夾渣夾雜、滲漏、水壓打爆等。
重皮、氣孔與針孔和夾渣夾雜質(zhì)量缺陷總共占百分之七十多,可見上述三種質(zhì)量缺陷是導(dǎo)致球墨鑄鐵管綜合合格率低的主要原因。
寧波對離心機(jī)生產(chǎn)情況進(jìn)行檢查發(fā)現(xiàn),在使用過的管模中,有些新使用的管模內(nèi)壁粘附油脂和雜物不到位,有些舊管模存在龜裂紋,內(nèi)壁打點(diǎn)稀、淺。根據(jù)生產(chǎn)工藝的要求,新使用的管模必須干凈內(nèi)壁的粘附油脂和雜物,管模內(nèi)壁的打點(diǎn)要均勻、深度不超過0.3至0.5mm。
生產(chǎn)工藝要求鐵水在感應(yīng)電爐內(nèi)高溫時間不得超過30分鐘,DN100—1000mm管子的澆注溫度為1380—1500℃。對鐵水質(zhì)量調(diào)查發(fā)現(xiàn),鐵水在感應(yīng)電爐內(nèi)高溫時間過長,超過30min,澆注溫度也有時偏高,有時偏低,不符合生產(chǎn)工藝要求。另外,流槽與管模間距離過大、流槽出鐵口彎頭形狀不當(dāng)、流槽出鐵口距承口位置較遠(yuǎn)以及翻包量過大、管模轉(zhuǎn)速過高也是導(dǎo)致拉管質(zhì)量缺陷產(chǎn)生的重要原因。
總結(jié) 鑄鐵管_博輝鋼鐵有限公司,固定電話:13465767730,移動電話:15063508032,聯(lián)系人:張建,QQ:1054437264,經(jīng)濟(jì)技術(shù)開發(fā)區(qū)鋼管城 發(fā)貨到 浙江省寧波市。