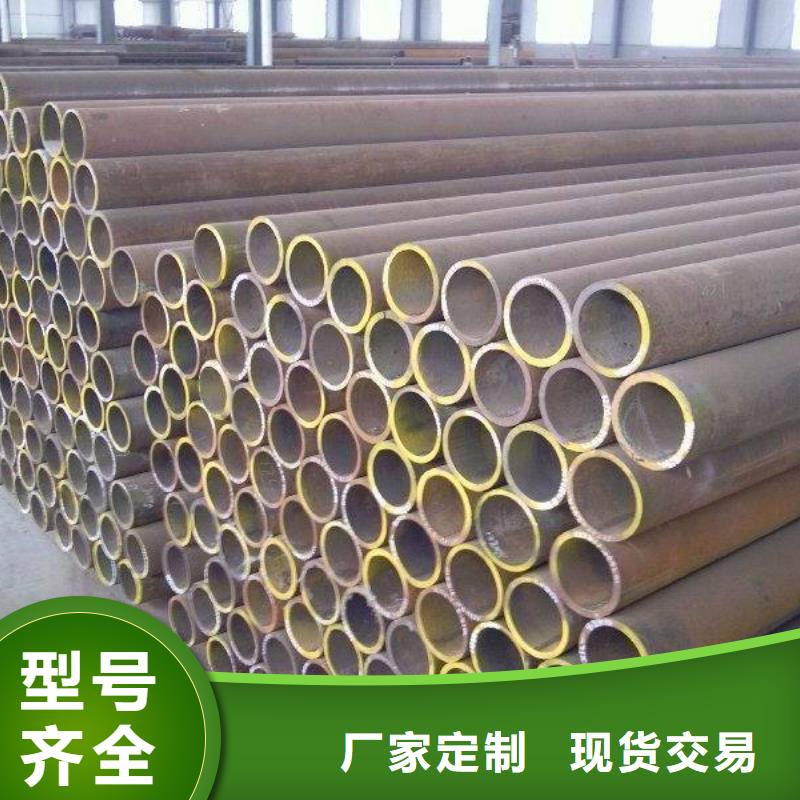

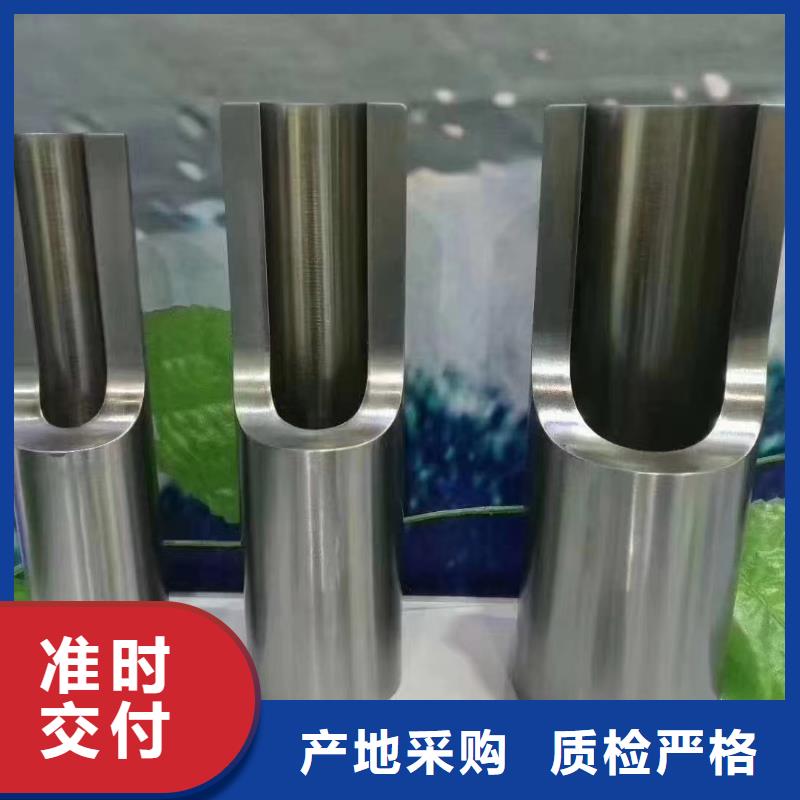


產品細節圖

無縫鋼管的耐磨性關鍵由材料和生產制造質量來決策,磨壞是物件間因為相對速度,而造成的體表層原材料損害的狀況。希土耐磨損合金管選用的是可以抵御磨壞而增加商品使用壽命的金屬復合材料。
無縫鋼管關鍵分成單金屬材料管路和復合型管路。按樣子可分成接管、彎管、三通、四通、異徑管、周圍節和別的異型管。表層質量規定:管路內外表層應整平光滑,無毛邊、毛刺、夾渣、多肉植物缺乏肉,無裂紋、松散、出氣孔或汽泡。
在生產制造中怎樣根據加工工藝操縱 無縫鋼管的耐磨性,確保應用質量,關鍵有二種方式:
一是針對無縫鋼管非常容易磨壞的位置,如彎管,異徑管、吸濕口等處選用實體模型數控機床床身,特別是在彎管兩側磨壞尤其明顯的位置,對外開放徑選用變動圓心點的方式開展設計方案,使磨壞比較嚴重的位置部分加厚型,并且還能依據各種各樣規定,制做出各種各樣不規律樣子的管材來考慮設計方案規定。而接管一般是選用擠壓鑄造。
二是無縫鋼管的原材料中帶有Cr、Ni、Mo、W、V、Cu等多種多樣鋁合金原素,它不僅具備較高的強度,還具備一定的物理性能,在常溫狀態具備優良電焊焊接特性,并具備可激光切割性和當場打孔的概率,另外還具備一定的耐腐蝕特性。在具體的應用全過程中,無論是在煉鋼廠的鋼渣管路,還是在煤礦的選煤管路等應用上都獲得了非常好的實際效果,在相同條件下下與中碳鋼原材料對比,其企業摩擦系數是中碳鋼的1/5上下,使用壽命是中碳鋼的4-5倍,彎頭和支系管可與無縫鋼管段配套設施應用,安裝、檢修更便捷。


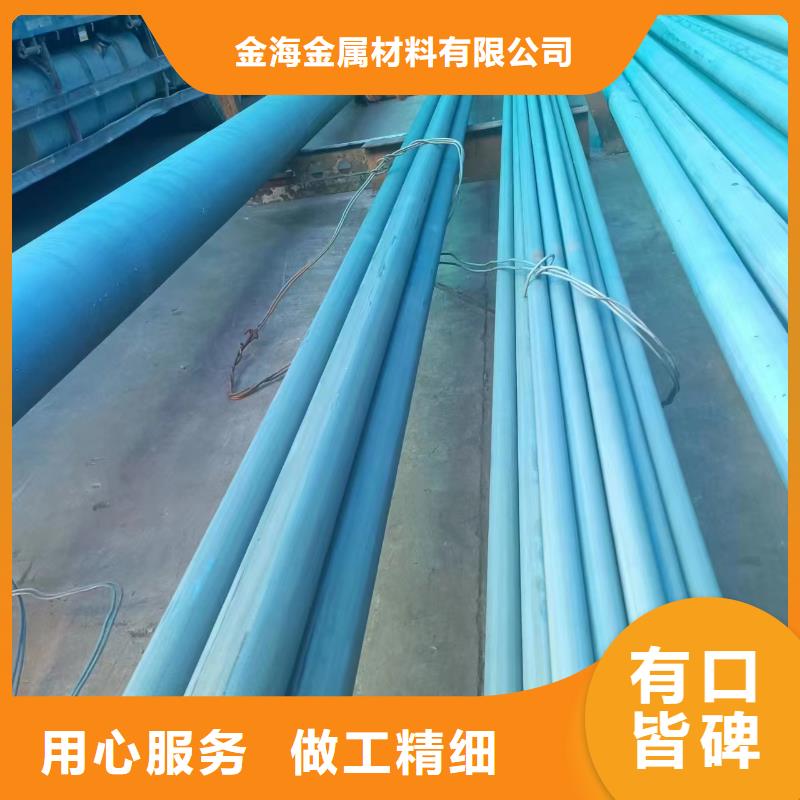
公司實力

無縫鋼管的焊接加工工藝:焊接前加溫,焊后熱處理、淬火
1、加熱
無縫鋼管電弧焊接前,關鍵對無縫鋼管開展加溫,操縱溫度三十分鐘后逐漸焊接。
電弧焊接的加溫和虛似束溫淬火解決由控溫解決的溫控柜積極實際操作。選用遠紅外線追蹤熱處理設備板。智能型積極設定趨勢圖并紀錄趨勢圖,傳熱系數測量溫度。加溫時傳熱系數測量點間距焊接邊沿15mm-20毫米。
2、焊接方式
1.為了更好地避免 無縫鋼管的焊接形變,每一個柱連接頭由兩人對稱性焊接,焊接方位從正中間向兩側。焊接內對外開放(內對外開放時焊接貼近梁)操作過程從——層無縫鋼管第三層無縫鋼管道務必開展小規格型號由于其電弧焊接嚴重危害焊接形變的關鍵緣故。電弧焊接一至三層后,應開展反刨。碳弧氣刨運用后,必須對焊接工業設備開展打磨拋光,對焊接表層開展滲氮整理,表明金屬光澤,避免 表層炭化造成裂痕。外孔焊接一次,其他內螺紋焊接一次。
2.電弧焊接=雙層無縫鋼管時,焊接方位應與層無縫鋼管反過來,以此類推。各層對接焊縫間距15-20毫米。
3.應維持幾臺悍機的焊接電流量、焊接速率和重合疊加層數。
4.在電弧焊接中,務必從引弧板逐漸焊接,并在引弧板上完畢焊接。電弧焊接后斷開、打磨拋光、清理。
3、經熱處理后
焊接電弧焊接后,應在12小時內開展淬火解決。如不可以馬上對無縫鋼管開展熱處理熱處理解決,應征求隔熱保溫緩和冷的提議。當開展淬火解決時,應測量2個傳熱系數的溫度,并在焊接兩邊焊接傳熱系數。