

聯系我們

當前位置:
聊城 精拉管業有限公司 >
寧波當地行業新聞
冷拔管-精拉鋼管生產加工
更新時間:2025-01-15 21:50:23 瀏覽次數:7 公司名稱:聊城 精拉管業有限公司
以下是:冷拔管-精拉鋼管生產加工的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 精拉 |
| 可定制 | 是 |
以下是:冷拔管-精拉鋼管生產加工的圖文視頻

選購冷拔管-精拉鋼管生產加工來浙江省寧波市找精拉管業有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李濤-15653128796,{QQ:279437696},地址:[聊城匯通國際金屬物流園A121發貨到浙江省 寧波市 海曙區、江東區、北倉區、鎮海區、鄞州區、象山縣、寧海縣、余姚縣、慈溪縣、奉化區]。 浙江省,寧波市 寧波市,簡稱“甬”,別稱甬城、明州,浙江省轄地級市、副省級市、計劃單列市,是上海大都市圈重要城市,國務院批復確定的中國東南沿海重要的港口城市、長江三角洲南翼經濟中心,地處浙江省東北部、大陸海岸線中段,介于東經120°55'~122°16',北緯28°51'~30°33'之間,北瀕杭州灣,東有舟山群島為天然屏障,西接紹興市,南鄰臺州市。截至2022年末,寧波市下轄6個區、2個縣和2個縣級市,總面積9816平方千米,常住人口961.8萬人,城鎮化率78.9%。
想要探索冷拔管-精拉鋼管生產加工的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:冷拔管-精拉鋼管生產加工的圖文介紹
浙江寧波本地商家,從事 浙江寧波精拉無縫鋼管生產銷售多年,質量優口碑好,詢價是免費的,現在聯系商家吧!


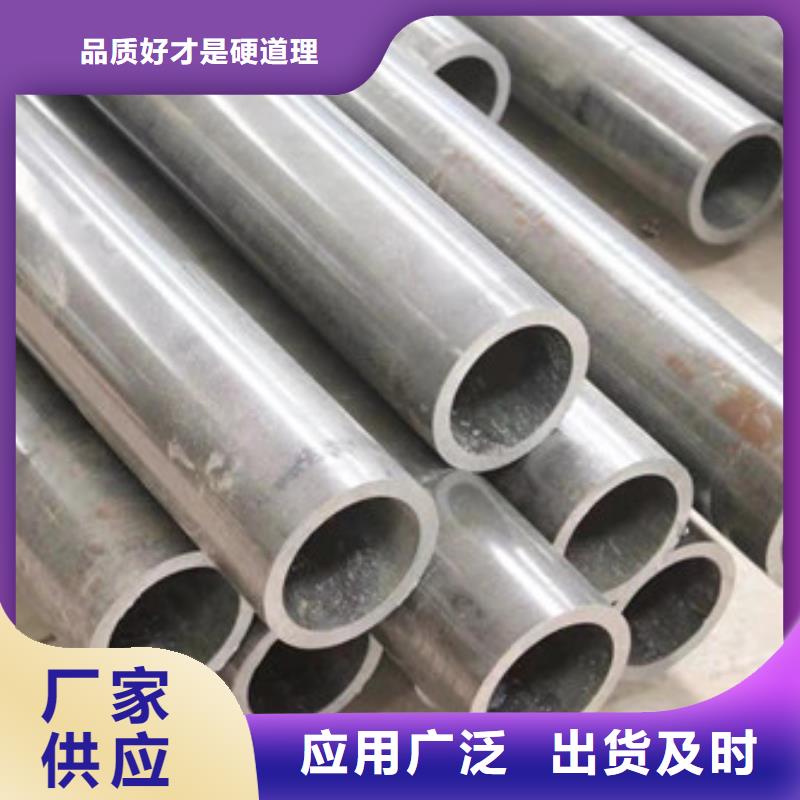
冷拔管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
冷拔管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產冷拔管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。冷拔管的焊接工藝。



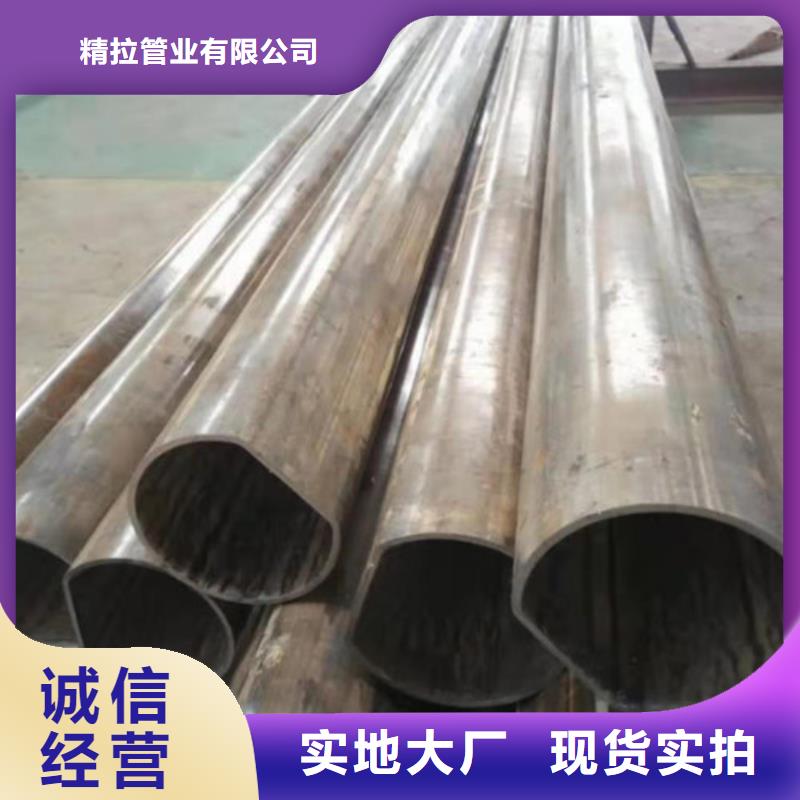
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 冷拔管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。冷拔管的規格用外徑*壁厚毫米數表示。冷拔管分熱軋和冷軋(撥)冷拔管兩類。熱軋冷拔管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)冷拔管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋冷拔管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
冷拔管去產能的方式和方法是多樣性的,對于冷拔管而言要不斷地進行改善廠家的經營理念和各種的市場行情,還要不斷地進行治理產能過剩,這樣的話冷拔管行業才能夠獲得更好地發展,不然的話冷拔管行業是不能更好地進行發展的。在治理產能過剩的時候冷拔管是去產能的主題,要不斷地進行淘汰去產能的力度和各種的市場行情對于冷拔管去產能的發展是更加的方便的,因此對于廠家而言要不斷地進行技術的創新,政策也是要進行進一步的發展和扶持的。
冷拔管去產能的方式和方法是多樣性的,對于冷拔管而言要不斷地進行改善廠家的經營理念和各種的市場行情,還要不斷地進行治理產能過剩,這樣的話冷拔管行業才能夠獲得更好地發展,不然的話冷拔管行業是不能更好地進行發展的。在治理產能過剩的時候冷拔管是去產能的主題,要不斷地進行淘汰去產能的力度和各種的市場行情對于冷拔管去產能的發展是更加的方便的,因此對于廠家而言要不斷地進行技術的創新,政策也是要進行進一步的發展和扶持的。



熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 冷拔管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。冷拔管的規格用外徑*壁厚毫米數表示。冷拔管分熱軋和冷軋(撥)冷拔管兩類。
熱軋冷拔管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)冷拔管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚 2.5-200mm,冷軋冷拔管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
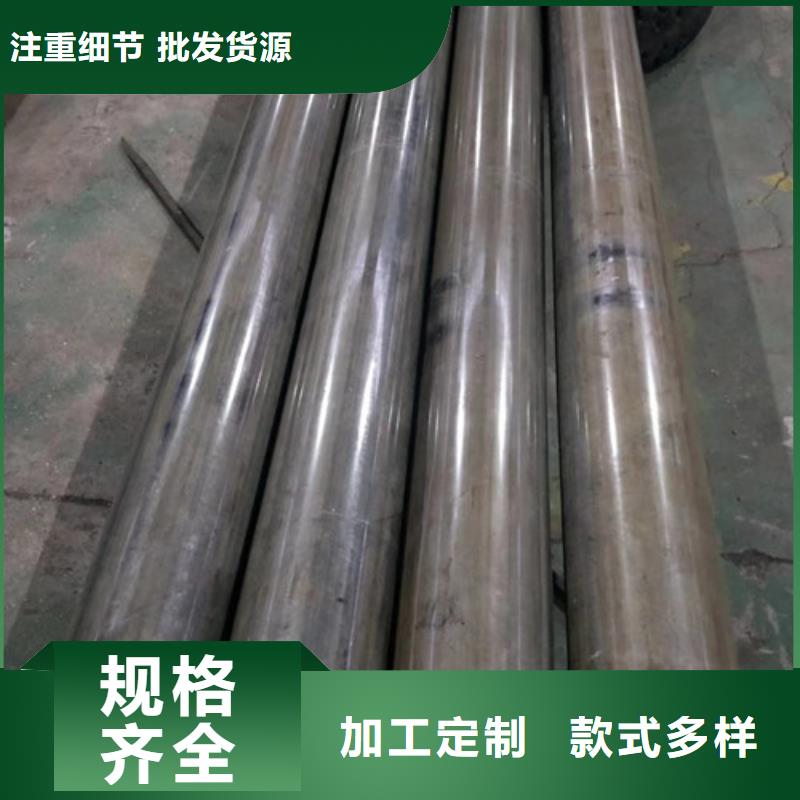
冷拔管比較常見的化學成分是基本穩定的,有著很多的優點和穩定性等各個方面的特點,擁有著不生銹和抗耐磨等各種的優點。無論是物理和化學都是發揮著比較重要的作用的,成為了冷拔管使用優點比較重要的特征之一。對于冷拔管方面要重點關注的是它的各個方面的化學性能,這樣的話我們就能夠更好地去了解他的作用和各種的優勢了。我們生產的主要的材質有20號 45號 q345b 40cr 20cr等等 10號 35號等等特殊材質的可以定做的,還可以定做一系列的冷拔管,鍍鋅鋼管,矩形鋼管,異形鋼管,高壓無縫鋼管,低壓無縫鋼管,合金無縫鋼管,不銹鋼無縫鋼管。
熱軋冷拔管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)冷拔管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚 2.5-200mm,冷軋冷拔管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
冷拔管比較常見的化學成分是基本穩定的,有著很多的優點和穩定性等各個方面的特點,擁有著不生銹和抗耐磨等各種的優點。無論是物理和化學都是發揮著比較重要的作用的,成為了冷拔管使用優點比較重要的特征之一。對于冷拔管方面要重點關注的是它的各個方面的化學性能,這樣的話我們就能夠更好地去了解他的作用和各種的優勢了。我們生產的主要的材質有20號 45號 q345b 40cr 20cr等等 10號 35號等等特殊材質的可以定做的,還可以定做一系列的冷拔管,鍍鋅鋼管,矩形鋼管,異形鋼管,高壓無縫鋼管,低壓無縫鋼管,合金無縫鋼管,不銹鋼無縫鋼管。


冷拔管技術包括連軋、冷拔管、三輥軋管、CPE頂管、擠壓管等。其中20#冷拔管是20世紀90年代才發展起來的技術,因其英文名稱為:Accuracy Rolling, 也簡稱為AR軋管。該技術工藝流 程短、操作靈活、鋼種面寬,深受行業推崇。隨著發展,該技術也出現的一定的問題。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。



聯系人:李濤,電話:15653128796,精拉管業有限公司在浙江省寧波市本地專業從事冷拔管-精拉鋼管生產加工,浙江省寧波市各個縣市以及周邊城市均可提供送貨上門服務!