
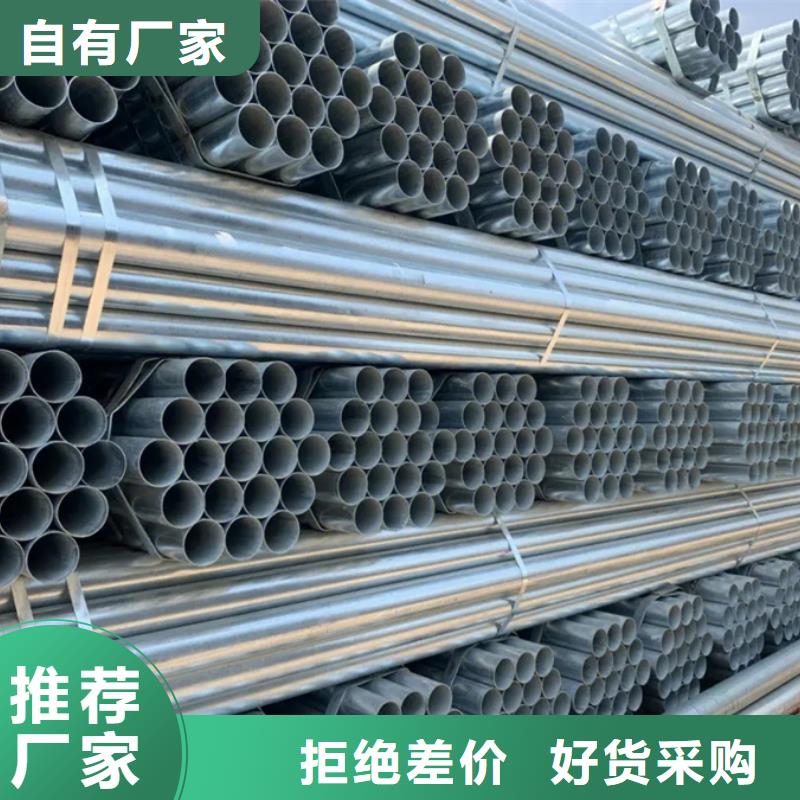

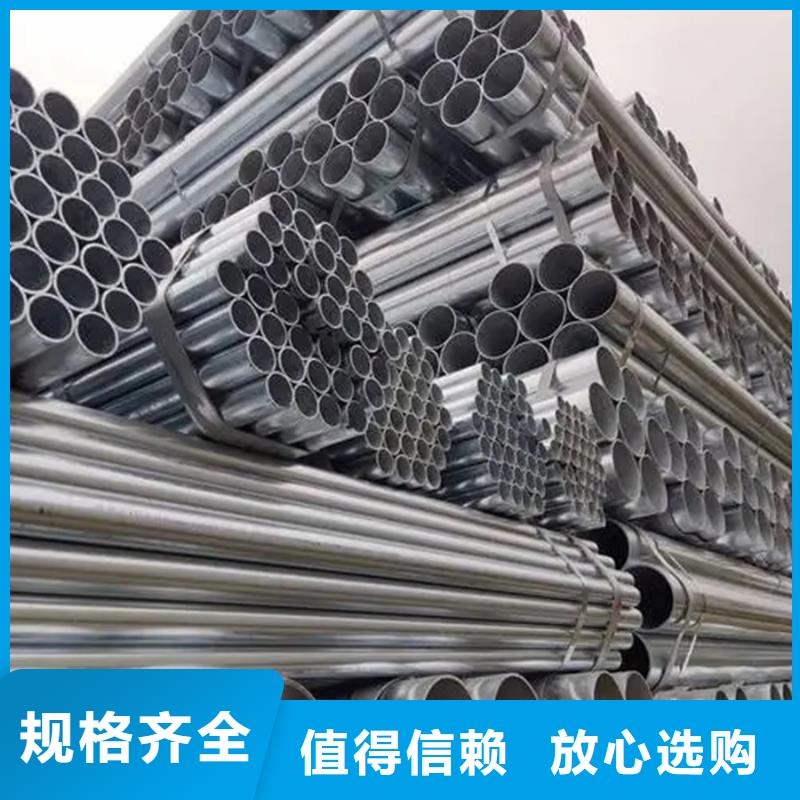
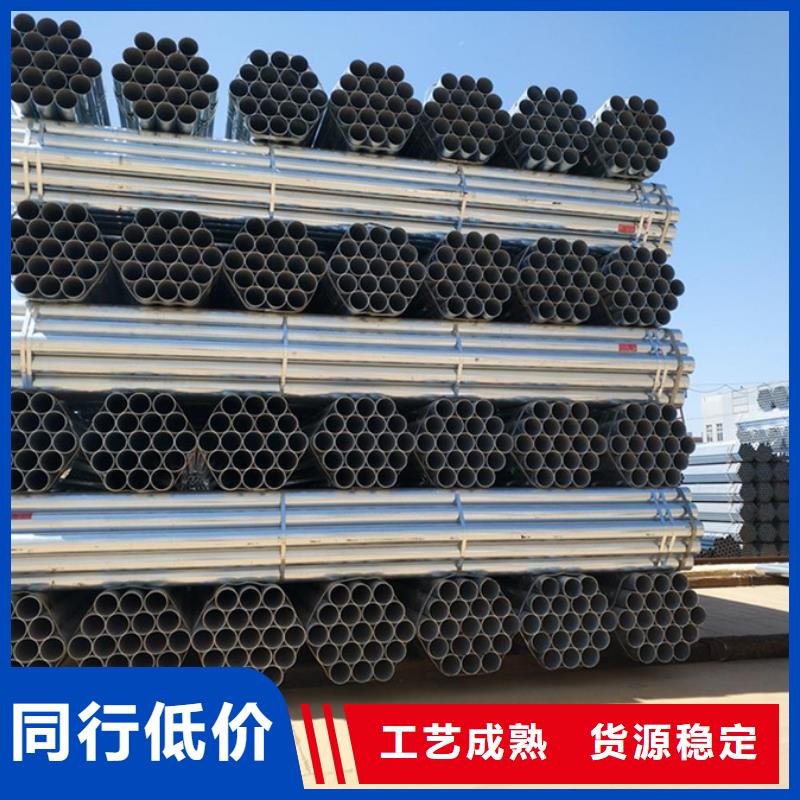
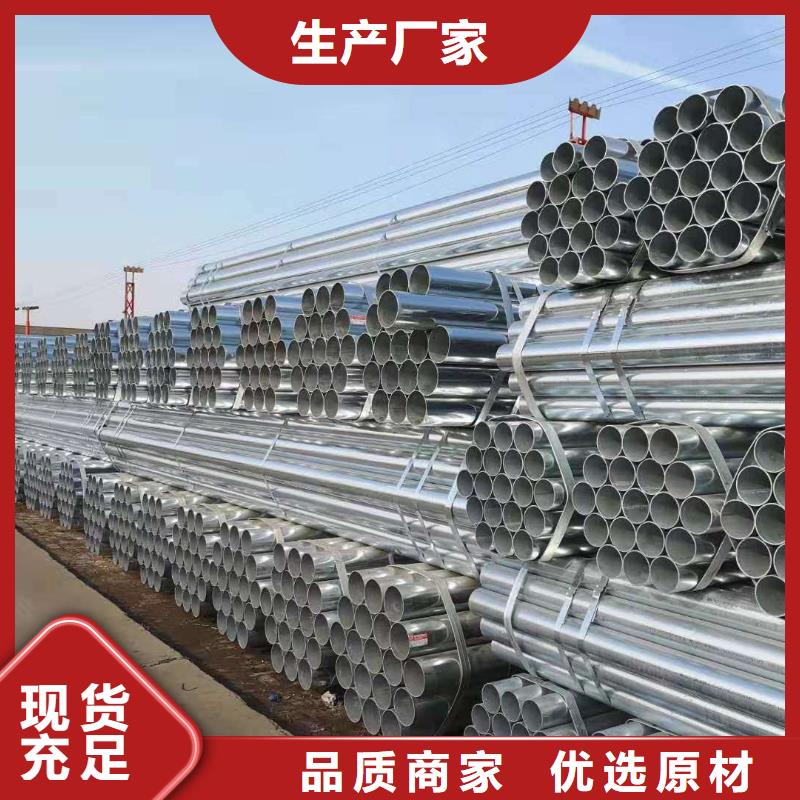
想要更深入地了解我們的鍍鋅管螺旋焊管規格型號全產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:鍍鋅管螺旋焊管規格型號全的圖文介紹

專業源于專注,十多年來我們只做 四川內江09CuPCrNiA角鋼,除了擁有完善的自主研發系統,還建立了專業的 四川內江09CuPCrNiA角鋼生產品質管控體系,在 四川內江09CuPCrNiA角鋼領域取得了眾多客戶的信任和支持,是值得信賴的 四川內江09CuPCrNiA角鋼定制廠家。


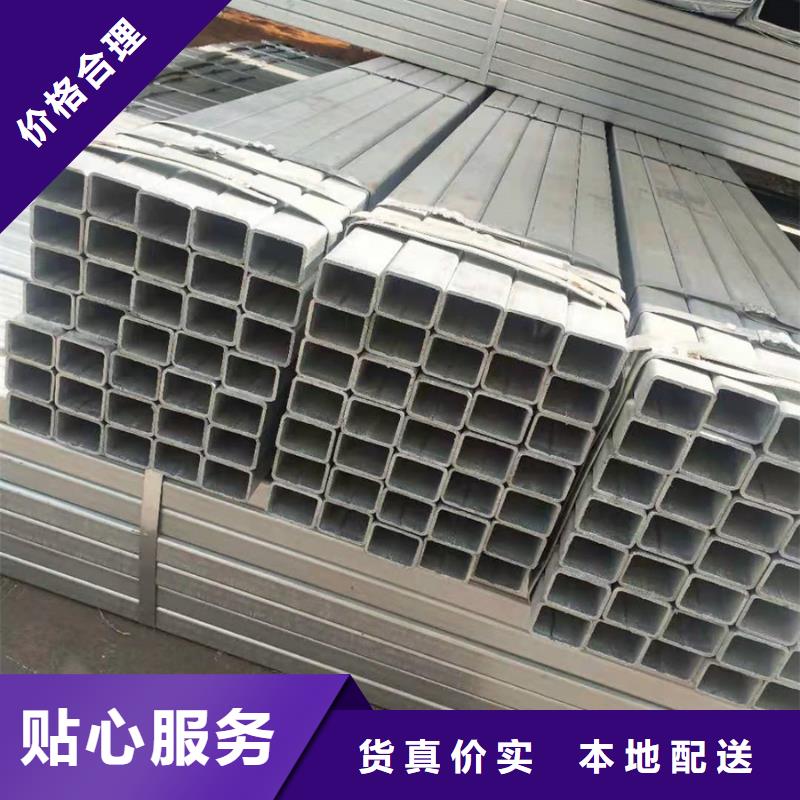
四川內江Q345B鍍鋅方管溫度是影響鍍鋅方管質量的關鍵因素。鍍鋅方管材料加熱溫度的均勻性直接影響到破裂的鍍鋅方管的厚度均勻性和內表面質量,進而影響鍍鋅方管產品的厚度和質量。其次,鍍鋅方管冷軋時的溫度和均勻性,特別是終軋溫度,與熱軋狀態下訂購的產品的物理性能、管徑等規格精度和表面質量有關,特別是當鋼 或管材超過溫熱甚至粗粒時,都會導致報廢。因此,在熱軋鍍鋅方管的加工過程中,要嚴格按照加工工藝要求做好加熱和控制變形溫度。 四川內江Q345B鍍鋅管加工工藝調整的質量和工作質量對鍍鋅方管的幾何外觀質量有關鍵影響。例如,切割機和軋機的調整影響鍍鋅方管產品的厚度精度,而定徑機的調整則關系到鍍鋅方管的直徑精度和直線度。而且,加工工藝的調整也影響著冷軋全過程能否正常進行。專用工具的質量好壞,穩定與否直接關系到鍍鋅方管的規格、精度和表面質量能否得到合理控制以及專用工具的成本;鍍鋅方管的質量和心軸的表面受到影響。鋅鋼管的內表面,二是影響芯棒消耗和產品成本。

蘇滬金屬制品有限公司



四川內江鍍鋅管加工時當鋼帶的頭尾對接焊縫較大時,如果在過成形時處理不當,很容易造成較大的錯位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫擠壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經過嚴格的理化檢驗。 帶鋼頭尾采用單絲或雙絲埋弧焊對接,卷成鋼管后采用自動埋弧焊補焊。 成型前對帶鋼進行校平、修整、刨平、表面清理、輸送和預彎。 四川內江Q345B鍍鋅鋼管采用電接點壓力表控制輸送機兩側油缸的壓力,保證帶鋼輸送順暢。采用外控或內控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴格控制管徑、錯位量和焊縫間隙。 內焊外焊均采用美國林肯焊機進行單絲或雙絲埋弧焊,以獲得穩定的焊接規格。 焊縫全部采用在線連續超聲波自動損傷儀檢測。保證100%的螺旋焊縫無損檢測覆蓋率。 如有缺陷,自動報警并噴標,生產工人可隨時相應調整工藝參數,及時缺陷。 使用空氣等離子切割機將鋼管切成單件。

