您的位置>首頁 >那曲本地每News >
復合板卷筒2000*30鋼板卷管來樣定制
更新時間: 2025-02-22 03:30:23 瀏覽次數:4
以下是:復合板卷筒2000*30鋼板卷管來樣定制的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質量等級 | 1級 |
|---|
| 是否廠家 | 生產廠 |
|---|
| 產品材質 | 235b等 |
|---|
| 產品品牌 | 山特金屬 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 噸 |
|---|
| 產品顏色 | 碳黑 |
|---|
| 質保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 3年 |
|---|
| 產品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
|---|
以下是:復合板卷筒2000*30鋼板卷管來樣定制的圖文視頻
導讀 您是想要在西藏那曲市采購高質量的復合板卷筒2000*30鋼板卷管來樣定制產品嗎?山特金屬制品有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的復合板卷筒2000*30鋼板卷管來樣定制產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張經理-15206358344,QQ:940273024,地址:《聊城經濟開發區匯通國際金屬物流園發貨到西藏 那曲市 嘉黎縣、比如縣、聶榮縣、安多縣、申扎縣、索縣、班戈縣、巴青縣、尼瑪縣》。 西藏自治區,那曲市 那曲市,別稱黑河,西藏自治區下轄地級市,位于西藏北部,青藏高原腹地,是長江、怒江、拉薩河、易貢藏布等大江大河的源頭。截至2020年6月,那曲市下轄1個區、10個縣,總面積35.300萬平方千米,市政府駐色尼區浙江西路3號。截至2020年11月,那曲市常住人口50.48萬人。
山特金屬制品有限公司合作理念
團隊至上 互為主次
山特金屬制品有限公司把團隊精神奉為員工合作的核心,但在公司的發展戰略和目標實施過程中,每個員工無論職務大小,都可以發表自己的見解,直述自己的意見,而在具體事情的實施上,所有的員工都是你的配合者,從而使公司的發展更,目標更明確。



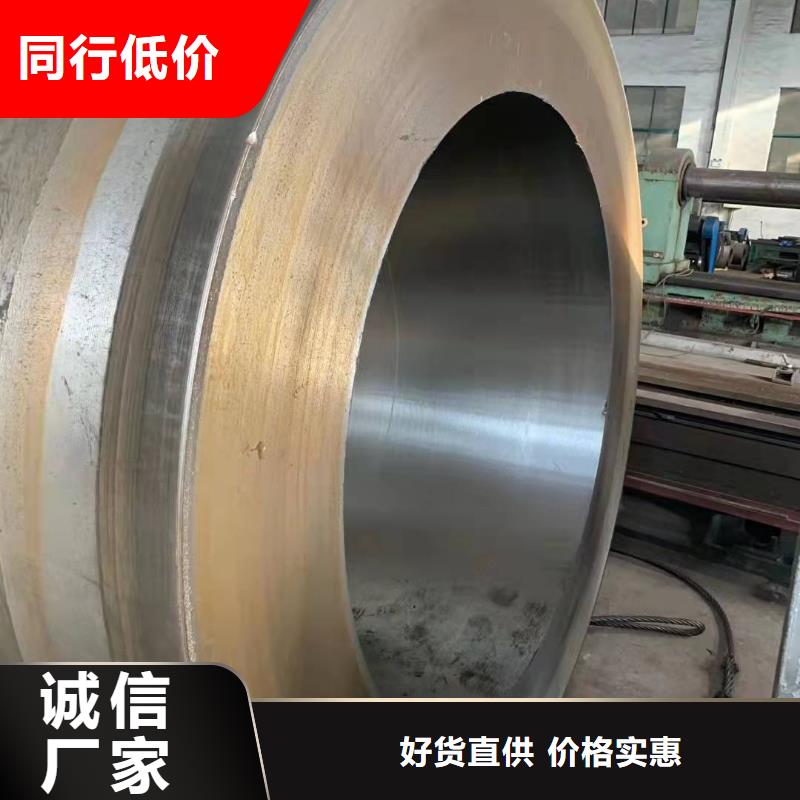
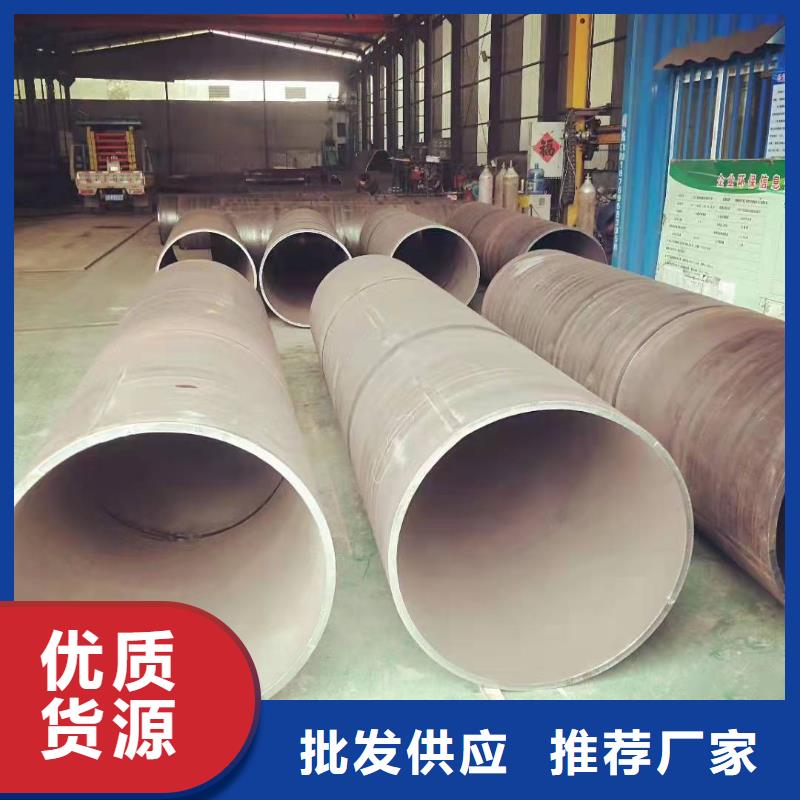
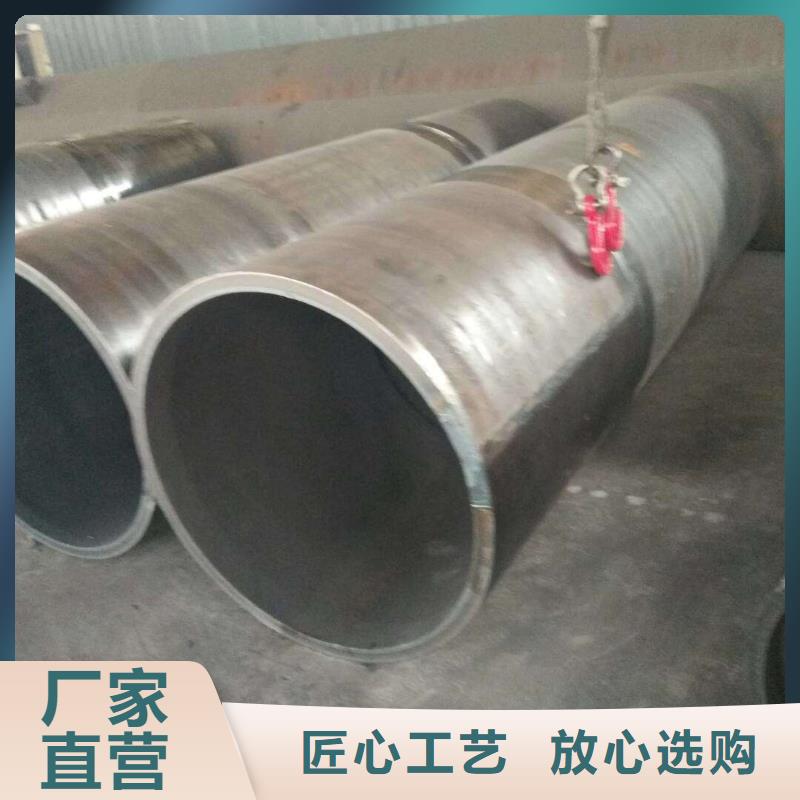
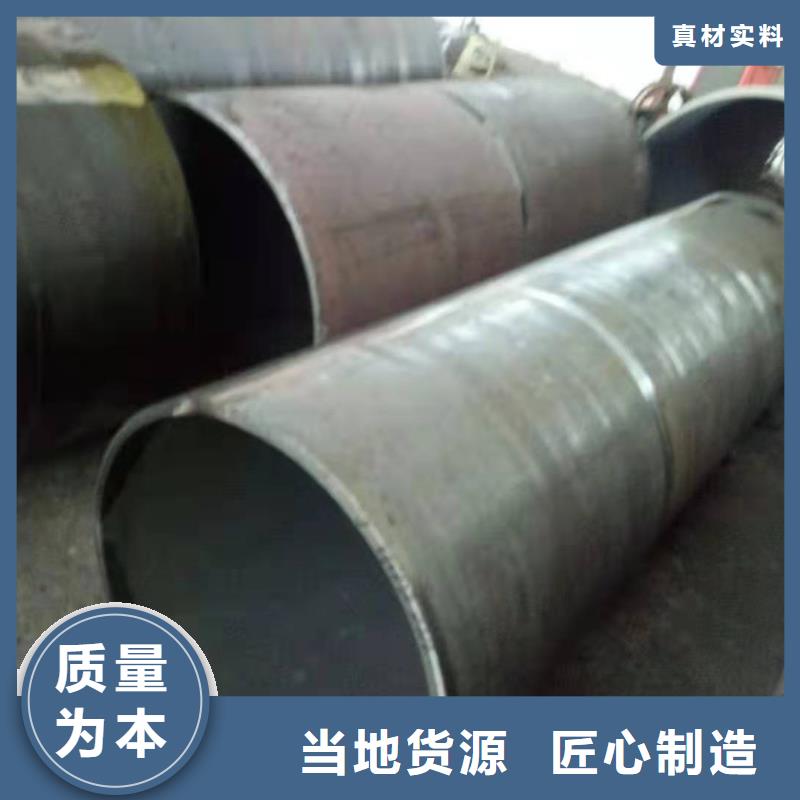
鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
總結 選購復合板卷筒2000*30鋼板卷管來樣定制來西藏那曲市找山特金屬制品有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:張經理-15206358344,{QQ:940273024},地址:[經濟開發區匯通國際金屬物流園]。