




想了解我們的數(shù)控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本產(chǎn)品嗎?我們?yōu)槟鷾?zhǔn)備了細(xì)致入微的視頻介紹,讓您在短時(shí)間內(nèi)了解產(chǎn)品的精髓。
以下是:數(shù)控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本的圖文介紹
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
數(shù)控等離子切割機(jī)煙塵處理哪種方式效果好, 等離子切割產(chǎn)生的煙塵與焊接煙塵類似,煙塵量較大,含有有害氣體和微小粉塵顆粒物,如CO、CO、H、0、NO和碳?xì)浠衔锏取R淮螣焿m粒子以球狀、粒徑3um的呼吸性粉塵為主,在空氣中可在靜電和磁性作用下迅速聚集在一起,形成直徑較大的二次粒子,對(duì)現(xiàn)場(chǎng)職工危害很大。干式除塵方式就是為數(shù)控切割平臺(tái)增加一套煙塵捕捉裝置,將捕集到的煙塵直接輸送到煙塵過(guò)濾凈化設(shè)備,經(jīng)過(guò)處理達(dá)標(biāo)后再進(jìn)行排放。等離子切割產(chǎn)生的煙塵基本形成于工件切口的下方,因此抽氣式負(fù)壓切割平臺(tái)成為目前常見(jiàn)的煙氣捕捉裝置。為了節(jié)省投資和提高抽風(fēng)效率,以小的送風(fēng)量達(dá)到 的煙塵采集量,一般只對(duì)正處于切割的區(qū)域進(jìn)行吸塵處理。因此切割平臺(tái)沿著切割機(jī)主導(dǎo)軌方向會(huì)被分成若干個(gè)均勻的密閉小區(qū)域,旁側(cè)開有出風(fēng)口。由于干式除塵方式結(jié)構(gòu)簡(jiǎn)單、工作可靠、除塵效果較好而被廣泛使用。采用干式切割方式,通過(guò)除塵器吸走切割時(shí)產(chǎn)生的煙塵,經(jīng)過(guò)濾處理后排放,不僅切割效率高,而且保護(hù)了操作人員的勞動(dòng)環(huán)境并防止了環(huán)境污染,是一種比較理想的除塵方式。
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
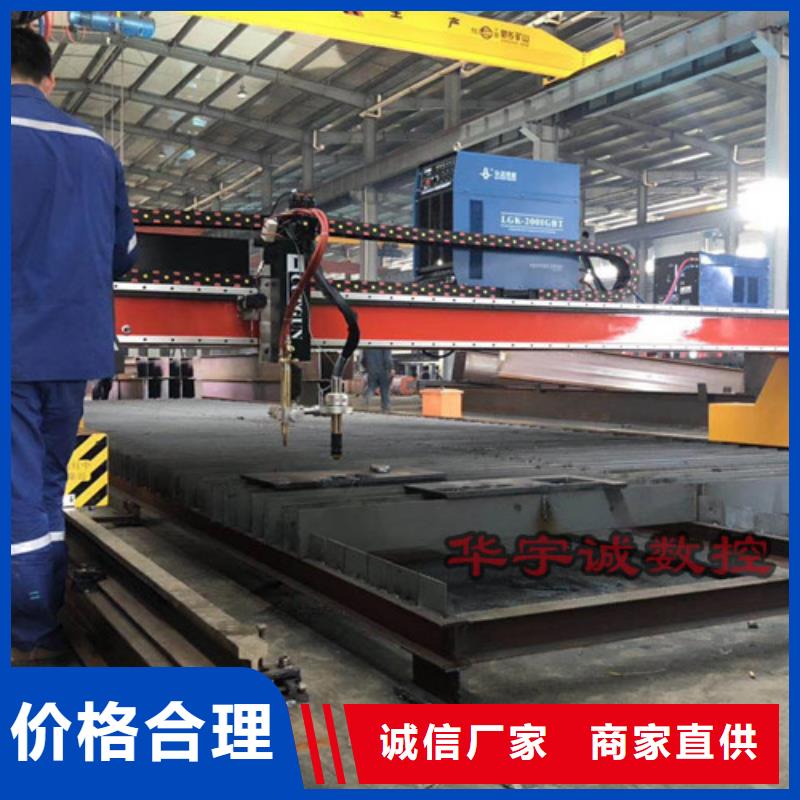
在數(shù)控等離子切割機(jī)過(guò)程中,存在穿孔切割和邊緣切割的說(shuō)法,這兩者之間到底有啥區(qū)別呢??jī)烧咧g的差異是受什么因素影響呢?今天我們以等離子切割為例,分享一下穿孔切割和邊緣切割的區(qū)別?
穿孔切割和邊緣切割的區(qū)別,顧名思義,在數(shù)控等離子切割機(jī)過(guò)程中一種方式是在鋼板上位置上直接穿孔,穿孔成功后在按照引入線進(jìn)入圖形切割的一種切割方式,而邊緣切割是指的在切割操作中,切割機(jī)從鋼板的邊緣開始切割,然后再按照引入線進(jìn)入圖形切割。在實(shí)際生產(chǎn)過(guò)程中,尤其是配件加工作業(yè)。多數(shù)使用的是穿孔切割方法。
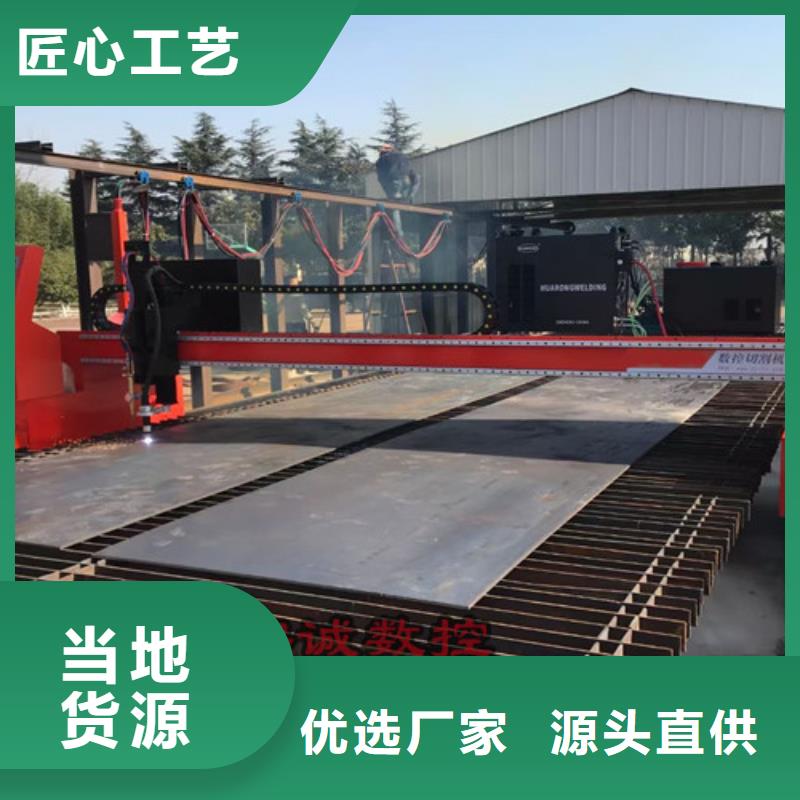
大家了解數(shù)控等離子切割機(jī)的參數(shù)后發(fā)現(xiàn),一般穿孔切割的切割厚度要小于邊緣切割厚度,到底是什么因素造就的這一差異呢?數(shù)控等離子切割機(jī)設(shè)備小編告訴大家,造成兩種切割厚度差異的根本原因是溫度。大家都知道無(wú)論是火焰切割,還是等離子切割,都屬于高溫切割,在切割作用中溫度可以達(dá)到幾千度,當(dāng)在穿孔作業(yè)中,由于溫度擴(kuò)散面減少近一半,所以對(duì)割嘴的溫度影響很大。
等離子切割機(jī)在實(shí)際應(yīng)用中,25mm厚的板材就很難實(shí)現(xiàn)穿孔切割了,由于不能快速穿透鋼板,導(dǎo)致高溫把割嘴損壞,所以在25mm以上的金屬板切割中,盡量使用邊緣切割。而在20mm以上的碳鋼切割中,一般都采用火焰切割了!
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
關(guān)于 西藏那曲大功率激光切割機(jī)運(yùn)費(fèi)承擔(dān): 本 西藏那曲大功率激光切割機(jī)商品價(jià)格不含任何運(yùn)費(fèi),都是 西藏那曲大功率激光切割機(jī)出廠價(jià)格。因?yàn)榘l(fā)貨方式不一樣還有發(fā)貨地點(diǎn)不一樣,普通物流與快遞運(yùn)費(fèi)價(jià)格是不一樣的,到每個(gè)地方的運(yùn)費(fèi)也不同,所以華宇誠(chéng)數(shù)控科技有限公司要根據(jù)買家的發(fā)貨方式以及收貨地點(diǎn)再來(lái)確定運(yùn)費(fèi)價(jià)格,以保證 終的交易價(jià)格。
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
日常的數(shù)控等離子切割機(jī)加工過(guò)程中,為了提高切割質(zhì)量效果,需要操作人員關(guān)注數(shù)控等離子切割機(jī)幾方面的因素和表現(xiàn),南通陽(yáng)光焊割在多年數(shù)控等離子切割機(jī)設(shè)備的研發(fā)生產(chǎn)中總結(jié)了如下五大要素,希望能給廣大用戶企業(yè)一些幫助和參考:1. 數(shù)控等離子切割機(jī)弧高也就是電弧高度,由于等離子弧是橄欖球外形,所以電弧高度嚴(yán)重影響切割質(zhì)量,假如選擇不當(dāng),將會(huì)形成切割面不垂直或者嚴(yán)重偏向,普通來(lái)說(shuō),厚板的弧高要小于薄板。2. 數(shù)控等離子切割機(jī)弧壓經(jīng)過(guò)調(diào)理弧壓來(lái)調(diào)理輸出等離子能量的大小,弧壓越大,輸出的能量就越大。3. 數(shù)控等離子切割機(jī)延遲主要用于穿孔,延遲的目的是為了可以正常穿孔,是切割時(shí)從穿孔到行進(jìn)所需的時(shí)間,厚板時(shí)延遲時(shí)間要大于薄板。4. 數(shù)控等離子切割機(jī)移動(dòng)速度合理的參數(shù)只要一個(gè) 移動(dòng)速度。5. 數(shù)控等離子切割機(jī)自動(dòng)調(diào)高系統(tǒng)自動(dòng)調(diào)高系統(tǒng)中主要調(diào)理的是穿孔高度,穿孔高度的設(shè)置是為了穿孔時(shí)維護(hù)割炬,不合理的穿孔高度容易損壞易損件以至形成燒搶的嚴(yán)重結(jié)果。
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
控等離子切割機(jī)光纖激光切割機(jī)3000W誠(chéng)信為本")
點(diǎn)擊查看華宇誠(chéng)數(shù)控科技有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
