



想知道防撞護欄【M型防撞護欄】超產品在細節產品為何如此受歡迎?觀看視頻,答案自在其中。
以下是:防撞護欄【M型防撞護欄】超產品在細節的圖文介紹
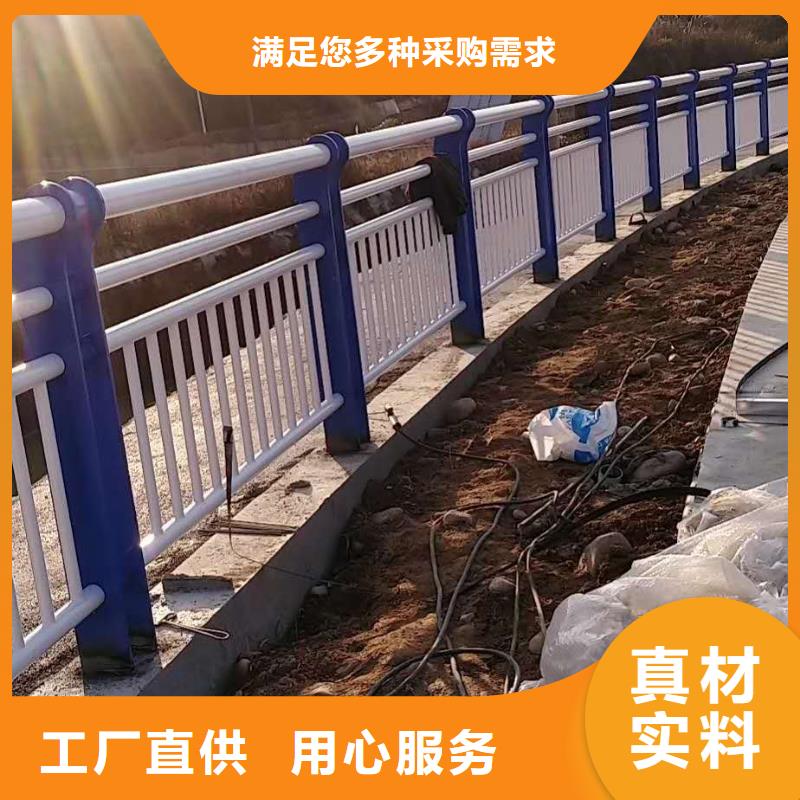
俊邦金屬材料有限公司位于開發區工業園,公司主要產品有: 河南南陽【波形護欄】等多種系列,并可根據客戶的要求,定做客戶所需的產品,以滿足市場需求。本公司致力于:“以誠相待,以信為本,以優取勝”的經營理念。“以科技求發展,以質量求生存”的質量方針。“真誠互溝通,服務無止境”的服務精神,愿與國內外各界朋友廣泛合作,與時俱進,共創輝煌!公司為了增加客戶的信任度和客戶的權益,我們有專門的銷售和維護團隊,確保我們賣出的每一個產品都是合格的,性能是穩定的,公司一直秉著優質的服務和良好的信譽贏得了廣大客戶的一致好評,熱忱歡迎您的指導和選用!


內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點: (1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。 (2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。 (3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。 (4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。 (5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。



國內不銹鋼復合鋼管行業的品牌較差,市場的競爭力弱勢。由于產業集中度低、技術落后、低價錢競爭無法避免,這樣一個大的不銹鋼復合鋼管市場在上還未有真正意義上的“品牌”。在日益猛烈的競爭中繼續不時淘汰中小型不銹鋼復合鋼管。研討和開發力氣薄弱和資金缺乏。我國的技術進步仍然呆在國外在80年代,往常是一個大量的進口先進技術和消費線,但關于技術消化、吸收、缺乏基礎的軟件和硬件支持。理論應用技術的人才流失。固然目前我國有許多學院和大學從事研討工作,大量的邏輯研討論文、有一個相當高的水平,但沒有緊密分別消費理論,理論到廢品才干差。不銹鋼復合管按運用性質可分為化工用液體和運用思索,央求其材料的機械物理化學等綜合性能。 從經濟效益思索,又希望材料的運用壽命長,價錢低價。固然經過添加合金元素和熱處置等冶金手段可以進步或改善材料的某種特性,但是添加昂貴而稀有的合金元素并不總是能夠得到所需求的綜合性能。作為高溫高壓鍋爐過熱器用鋼管,它應具有高溫強度特性、的耐外表面高溫腐蝕和耐內表面水蒸汽氧化的特性,同時為了進步鍋爐的熱效率,該鋼管還應具有很好的導熱性。作為單一材料,央求同時滿足上述諸央求是有一定困難的,而不銹鋼復合管則是合理解決問題的有效途徑。雙金屬復合管市場動搖運轉。隨之雙金屬復合管價錢小幅上漲,雙金屬復合管市場成交略有改善。隨著市場低品位資源相對豐厚,并且當前雙金屬復合管廠家資本壓力不時增大,目前來看雙金屬復合管市場冬儲市場積極性較差,推遲或減少預期的采購數量,招致目前雙金屬復合管市場成交價錢穩定略有回調。



焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。 不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。
