



聯系我們

更新時間:2025-01-19 17:10:48 瀏覽次數:3 公司名稱:聊城 航蕭管件有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 100/噸 |
| 發貨期限 | 5 |
| 供貨總量 | 40 |
| 運費說明 | 協商 |
| 最小起訂 | 1 |
| 質量等級 | 1 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品品牌 | 航蕭管件 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產品型號 | 齊全 |
| 產品重量 | 10 |
| 適用領域 | 鍋爐,橋梁,體育場 |
| 工作溫度 | 10 |



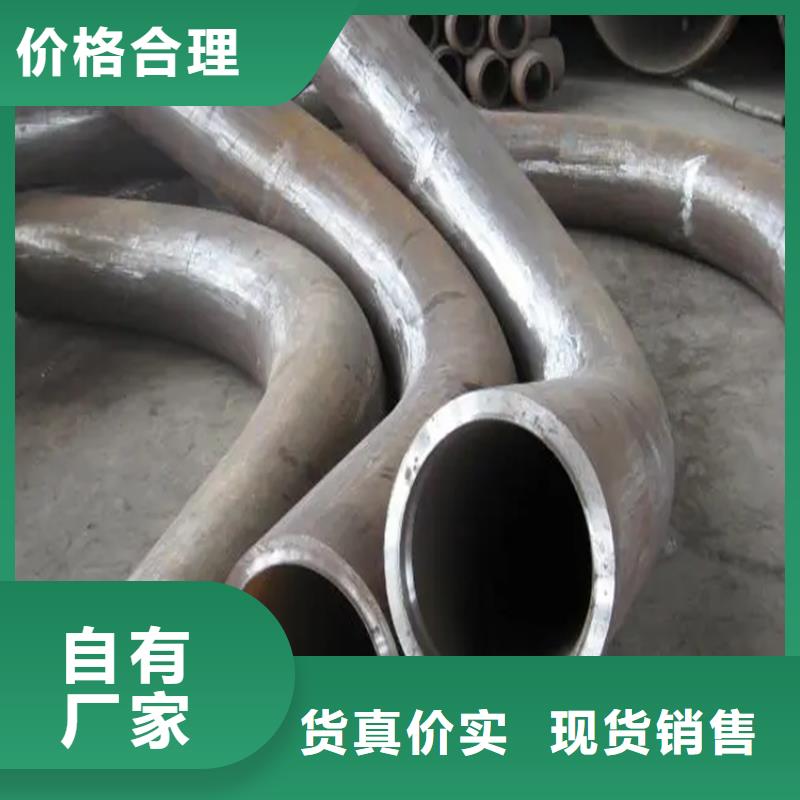

2022采購##南通拉彎加工##品種齊全
 主要特點/彎管機,結構方面
彎管機圖冊
1、彎管機采用觸熒幕加數控模組,對話式操作,程式設定簡便容易;
2、床身結構穩固,不易變形;
3、每一檔可設定16個彎管角度,記憶體可儲放16組檔案;
4、俱慢速定位功能,彎管角度穩定,重復精度達±0.1°;
5、錯誤訊息在屏幕上顯示,幫助操作者立即排除;
6、提供自行研發之座標轉換彎管加工值,軟體可選購裝在桌上型電腦編輯計算。
工藝方面
彎管機進行管材的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發生彎曲時,中性層外側管壁受拉應力σ1作用,管壁變薄;中性層內側管壁受拉應力σ1作用,管壁變厚。而且橫截面的形狀由于受合力F1和F2的作用由圓形變為近似橢圓形,當變形量過大時,外側管壁會產生裂紋,內側管壁會出現起皺。
管材的變形程度,取決于相對彎曲半徑R/D和相對厚度t/D數值的大小、R/D和t/D值越小,表示變形程度越大。為保證管件成形質量,必須控制變形程度在許可范圍內,管材彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的使用要求。管件的成形極限應包含以下幾個內容:
(1)中性層外側拉伸變形區內的伸長變形不超過材料塑性允許值而產生破裂;
(2)中性層內側壓縮變形區內,受切向壓應力作用的薄壁結構部分不致超過失穩而起皺;
(3)如果管件有橢圓度的要求時,控制其斷面產生畸變;
(4)如果管件有承受內壓力的強度要求時,控制其壁厚減薄的成形極限。
主要特點/彎管機,結構方面
彎管機圖冊
1、彎管機采用觸熒幕加數控模組,對話式操作,程式設定簡便容易;
2、床身結構穩固,不易變形;
3、每一檔可設定16個彎管角度,記憶體可儲放16組檔案;
4、俱慢速定位功能,彎管角度穩定,重復精度達±0.1°;
5、錯誤訊息在屏幕上顯示,幫助操作者立即排除;
6、提供自行研發之座標轉換彎管加工值,軟體可選購裝在桌上型電腦編輯計算。
工藝方面
彎管機進行管材的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發生彎曲時,中性層外側管壁受拉應力σ1作用,管壁變薄;中性層內側管壁受拉應力σ1作用,管壁變厚。而且橫截面的形狀由于受合力F1和F2的作用由圓形變為近似橢圓形,當變形量過大時,外側管壁會產生裂紋,內側管壁會出現起皺。
管材的變形程度,取決于相對彎曲半徑R/D和相對厚度t/D數值的大小、R/D和t/D值越小,表示變形程度越大。為保證管件成形質量,必須控制變形程度在許可范圍內,管材彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的使用要求。管件的成形極限應包含以下幾個內容:
(1)中性層外側拉伸變形區內的伸長變形不超過材料塑性允許值而產生破裂;
(2)中性層內側壓縮變形區內,受切向壓應力作用的薄壁結構部分不致超過失穩而起皺;
(3)如果管件有橢圓度的要求時,控制其斷面產生畸變;
(4)如果管件有承受內壓力的強度要求時,控制其壁厚減薄的成形極限。
 航蕭管件
航蕭管件
 彎頭的分類你了解多少呢眾所周知,管道的方向一般由彎頭控制。那么彎頭的分類是什么?今天,我想向大家介紹一下彎頭的分類。
彎頭是熱水器安裝中常見的連接管。它用于連接和改變彎管處的管道方向。其他名稱:直角彎頭、焊接彎頭、45度角彎頭、180度直角、沖壓彎頭、機械彎頭等。
用途:連接兩個公稱直徑相同或不同的管道,使管道以90度、45度、180度和一些特定的角度轉換方向。在我們的日常生活中,90度45度180度的彎管隨處可見。事實上,彎頭有特殊的角度,但是很少有特殊的角度。可鍛鑄鐵管件,主要用于供熱、水和燃氣管道及管道。壓制彎頭,又稱無縫彎頭。這種彎頭由優質碳鋼、耐酸不銹鋼和低合金鋼無縫鋼管等制成。在特殊模具中壓制成型。一般來說,無縫鋼管是由專業設備制造商或加工廠通過沖壓生產制造的。出廠時應在彎頭兩端加工凹槽。
彎曲半徑和公稱直徑為1.5倍,特殊情況下彎曲半徑可等于彎頭公稱直徑。該范圍與無縫鋼管的壁厚一致.。
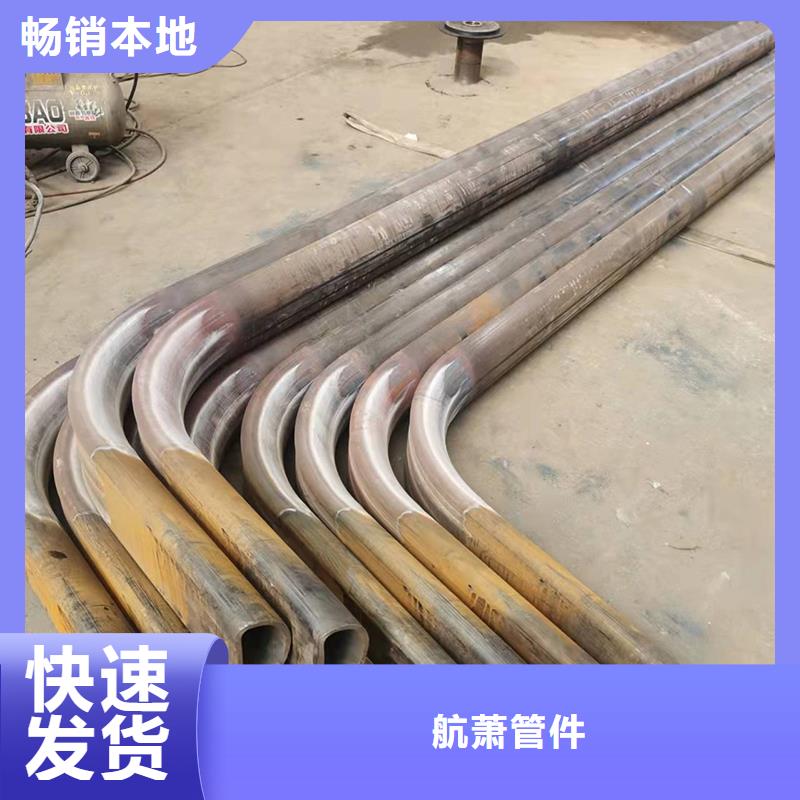
沖壓焊接彎頭是將板材通過模具沖壓成半環彎頭。然后將兩個半環組裝焊接成型。
在公稱直徑尺寸范圍內,使用彎曲半徑為200毫米或以上的無縫管彎頭。
有兩種生產方法:
一種是在用于植物材料的鋼板上,經過切割和滾壓焊接到多個輥管支撐板上。
另一種是用管材下料,采用組焊工藝成型。規格一般在200毫米以上。環境溫度不應高于200,一般企業施工人員均可生產。彎頭高壓,優質低碳鋼或鍛造合金鋼。
根據不同管道的連接結構。彎頭兩端加工成螺紋或凹槽,加工精度很高。要求管口螺紋和法蘭螺紋緊密相連,配套企業可以自由擰入,不松動。壓力為22.0和32.0MPa的石化管道,DN6200.通用規格范圍。
彎管生產的技術要求:
需要控制曲率半徑。例如,如果半徑長度為1.5D。曲率半徑必須在要求的公差范圍內。由于這些管道大部分用于焊接,為了提高焊接質量。端部傾斜一定的角度和一定的邊緣,這也是很嚴格的。它指定邊的數量、角度和偏差范圍。以及比管件更厚的幾何圖形。彎管的表面質量和機械性能與管道基本相同。為了便于焊接,連接管應由相同的鋼制成。
彎頭的分類你了解多少呢眾所周知,管道的方向一般由彎頭控制。那么彎頭的分類是什么?今天,我想向大家介紹一下彎頭的分類。
彎頭是熱水器安裝中常見的連接管。它用于連接和改變彎管處的管道方向。其他名稱:直角彎頭、焊接彎頭、45度角彎頭、180度直角、沖壓彎頭、機械彎頭等。
用途:連接兩個公稱直徑相同或不同的管道,使管道以90度、45度、180度和一些特定的角度轉換方向。在我們的日常生活中,90度45度180度的彎管隨處可見。事實上,彎頭有特殊的角度,但是很少有特殊的角度。可鍛鑄鐵管件,主要用于供熱、水和燃氣管道及管道。壓制彎頭,又稱無縫彎頭。這種彎頭由優質碳鋼、耐酸不銹鋼和低合金鋼無縫鋼管等制成。在特殊模具中壓制成型。一般來說,無縫鋼管是由專業設備制造商或加工廠通過沖壓生產制造的。出廠時應在彎頭兩端加工凹槽。
彎曲半徑和公稱直徑為1.5倍,特殊情況下彎曲半徑可等于彎頭公稱直徑。該范圍與無縫鋼管的壁厚一致.。
沖壓焊接彎頭是將板材通過模具沖壓成半環彎頭。然后將兩個半環組裝焊接成型。
在公稱直徑尺寸范圍內,使用彎曲半徑為200毫米或以上的無縫管彎頭。
有兩種生產方法:
一種是在用于植物材料的鋼板上,經過切割和滾壓焊接到多個輥管支撐板上。
另一種是用管材下料,采用組焊工藝成型。規格一般在200毫米以上。環境溫度不應高于200,一般企業施工人員均可生產。彎頭高壓,優質低碳鋼或鍛造合金鋼。
根據不同管道的連接結構。彎頭兩端加工成螺紋或凹槽,加工精度很高。要求管口螺紋和法蘭螺紋緊密相連,配套企業可以自由擰入,不松動。壓力為22.0和32.0MPa的石化管道,DN6200.通用規格范圍。
彎管生產的技術要求:
需要控制曲率半徑。例如,如果半徑長度為1.5D。曲率半徑必須在要求的公差范圍內。由于這些管道大部分用于焊接,為了提高焊接質量。端部傾斜一定的角度和一定的邊緣,這也是很嚴格的。它指定邊的數量、角度和偏差范圍。以及比管件更厚的幾何圖形。彎管的表面質量和機械性能與管道基本相同。為了便于焊接,連接管應由相同的鋼制成。
 航蕭管件
航蕭管件
